
TM 9-3405-215-14&P
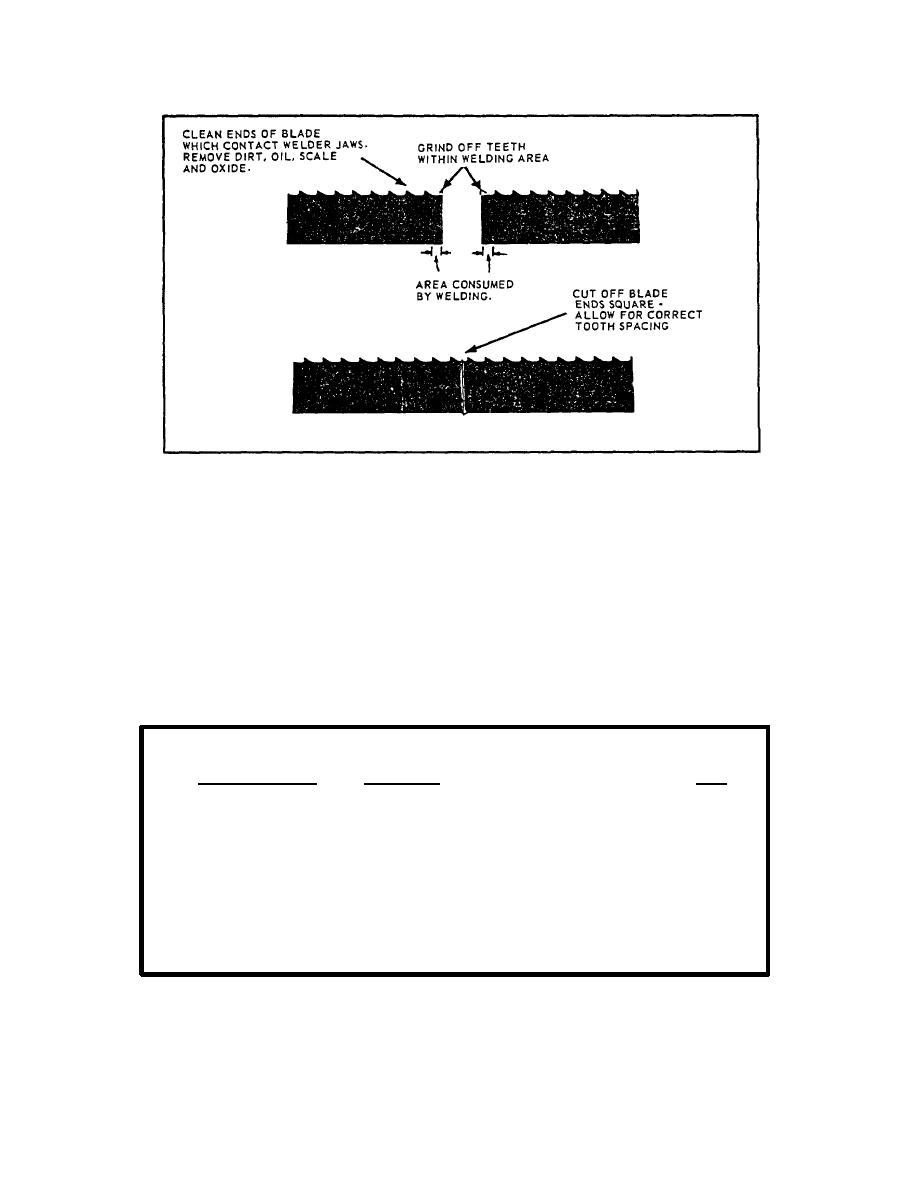
Points to remember in preparing the blade for welding.
PREPARING THE WELDER
(1) Clean the welder jaws.
(2) Remove and clean the lower jaw inserts.
(3) The jaw upset force selector control should be set to the correct position for the width of saw blade
being welded.
(4) Set the "initial jaw gap" by adjusting the position of the weld lever, according to the blade width.
NOTE
The jaw upset force and initial gap between the welder jaws must both be
increased in proportion to the increase in cross-sectional area of the blade being
welded. In other words, the upset force and initial jaw gap must be increased for a
thicker blade as well as a wider blade. A greater jaw gap and upset force will allow
a wider or thicker blade to reach its proper welding temperature.
Because there are so many variables involved (such as the different widths, types
and gages of blades, as well as variations between welders), it is difficult to
establish recommended jaw gap and upset force settings. The settings that
provide the best welds for each width, gage and type of blade should be
determined by experience and noted for future use.
113

