
Rotate router bit for clearance angle and lock table
lock and work-head lock knob. See drawing
6.
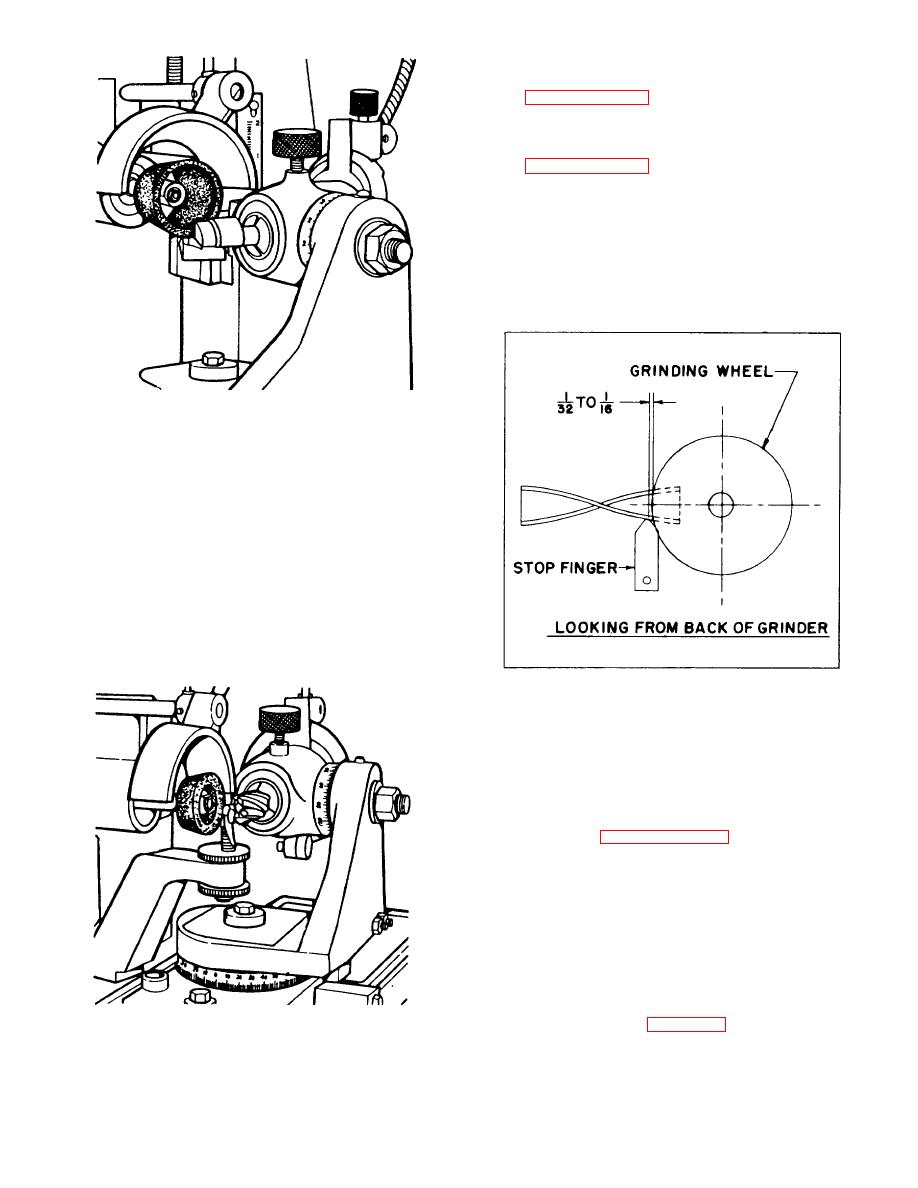
Set up stop finger so that finger is supporting the
router bit ahead of the grinding wheel. See
7.
Loosen table lock and traverse table to left until
stop finger comes to end of router bit flute. Set
right hand stop rod.
8.
Dry run cutter over stop finger to see that stop
finger is set correctly. Make sure that index pin
and collet tube lock are released and work-head
collet can rotate freely.
ILLUSTRATION NO. 16
GRINDING FLUTE OF STRAIGHT ROUTER BIT
GRINDING SPIRAL HIGH SPEED ROUTER BITS
1.
In general, if the cutter has centers, it should be
mounted on the machine using centers and
subtable.
2.
Work-head Mount cutter in work-head using
appropriate collet.
3.
Swing work-head to the right and locate against
stop pin.
4.
Mount flaring cup grinding wheel with face of
wheel toward front of grinder.
ILLUSTRATION NO. 18
9.
Bring router bit onto stop finger and turn on
grinder motor. Bring grinding wheel up and just
touch the router bit. Traverse router bit off of the
stop finger and check the surface ground. If you
are grinding only on the cutting edge of the router
bit, lower the stop finger. If you are not grinding
on full top width of cutting edge, raise the stop
finger. See illustration No. 19.
10.
After you are satisfied with your set-up, grind each
land of the cutter for each grinding wheel setting.
That is, grind each land and then feed grinding
wheel in and then go around cutter again. Use an
in-feed of about (.0005) one-half thousandth on
finish pass.
11.
To grind the ends of the spiral cutter, use the
same set-up as for straight router bits. See
ILLUSTRATION NO. 17
illustration No. 15 and No. 22.
GRINDING A SPIRAL CUT
5.
Position end of router bit next to grinding wheel.
10

