
on the grinding wheel, going completely around
the reamer before moving the grinding wheel to a
new setting.
6.
Remove as little material as possible to restore
cutting edges of reamer.
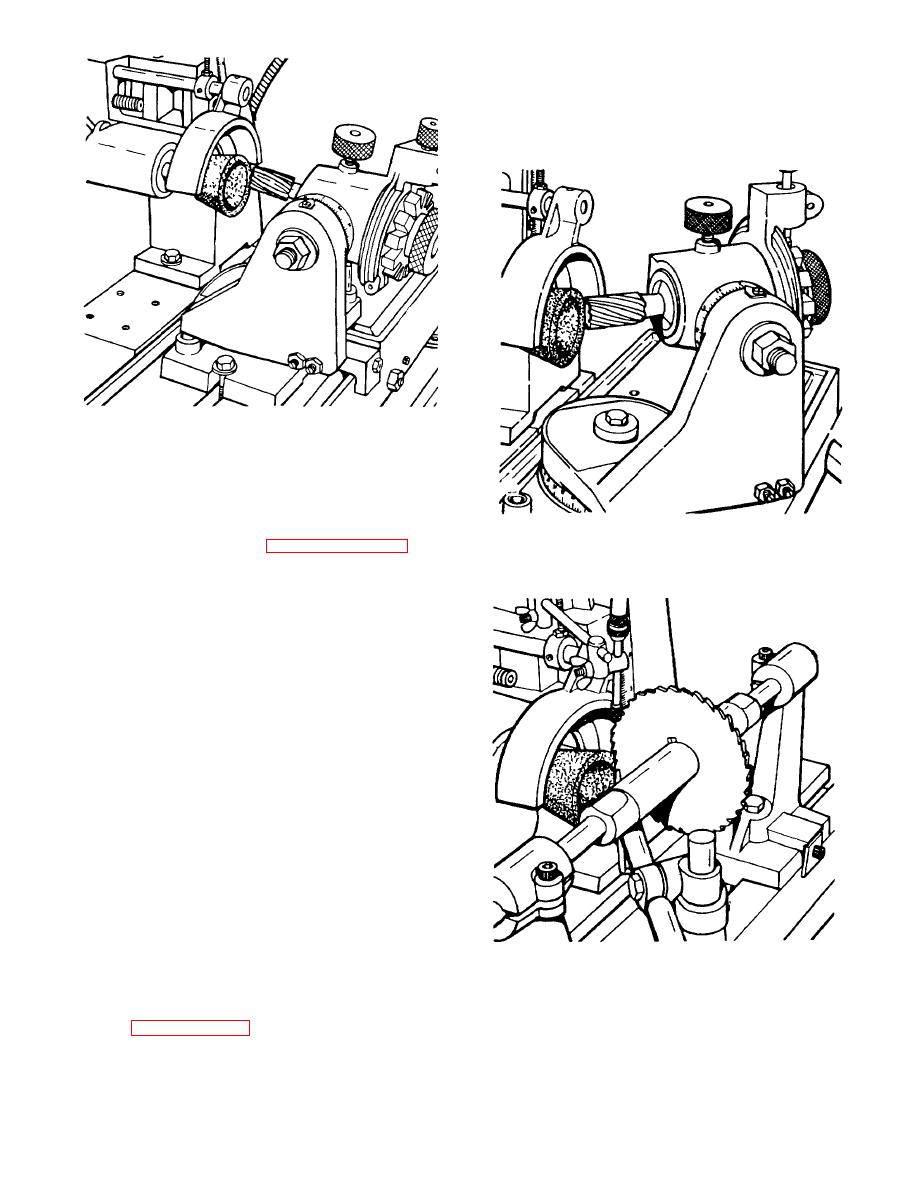
ILLUSTRATION NO. 29
GRINDING END OF SPIRAL END MILL CUTTER
4.
On some end mills the center at the end of the
cutter must be relieved. To accomplish this, set
work-head angle bracket at 45 and bring flaring
cup grinding wheel to the same elevation as the
ILLUSTRATION NO. 30
end of the cutter. See illustration No. 30 Now
RELIEVING END OF SPIRAL END
bring end mill up very close to grinding wheel and
MILL CUTTER
lock the grinder table. Next turn on the grinder
motor and slowly feed the grinding wheel into the
end of the cutter and at the same time, rotate
cutter in the work-head. This procedure will
relieve the end of the cutter and produce a
spherical relief with a radius nearly equal that of
the grinding wheel used to produce the radius.
GRINDING REAMERS
General: A reamer is ground only on the end and not on
the outside diameter. If the outside diameter is ground,
the reamer will produce a smaller hole than before
grinding.
TO GRIND END OF REAMERS
1.
Mount sub-table and centers onto grinder table.
Swing sub-table out approximately 45 and lock.
2.
3.
Set-up spring loaded stop finger and mount stop
finger base to sub-table or grinder table.
ILLUSTRATION NO. 31
GRINDING A SLITTING SAW
4.
Mount a flaring cup grinding wheel on to spindle
shaft with face of wheel towards front of grinder.
5.
When you are satisfied with your set-up grind the
primary clearance angle first using very light feeds
15

