
RAM SLIDE BEARING PROTECTION
The ram slide bearings are protected during shipment by rigidly locking the ram in place with 1"
socket set screws. These screws were installed through the holddown bar on each end and through the-
slide guides on back side of the shear. After the machine is set in place, remove these four (4) screws
and insert them in the mounting feet, and use for leveling screws.
Series 0600, 0800 and 1000 - The ram slide bearings and gibs were properly set at the factory but
should be checked for clearance after air has been piped to the machine.
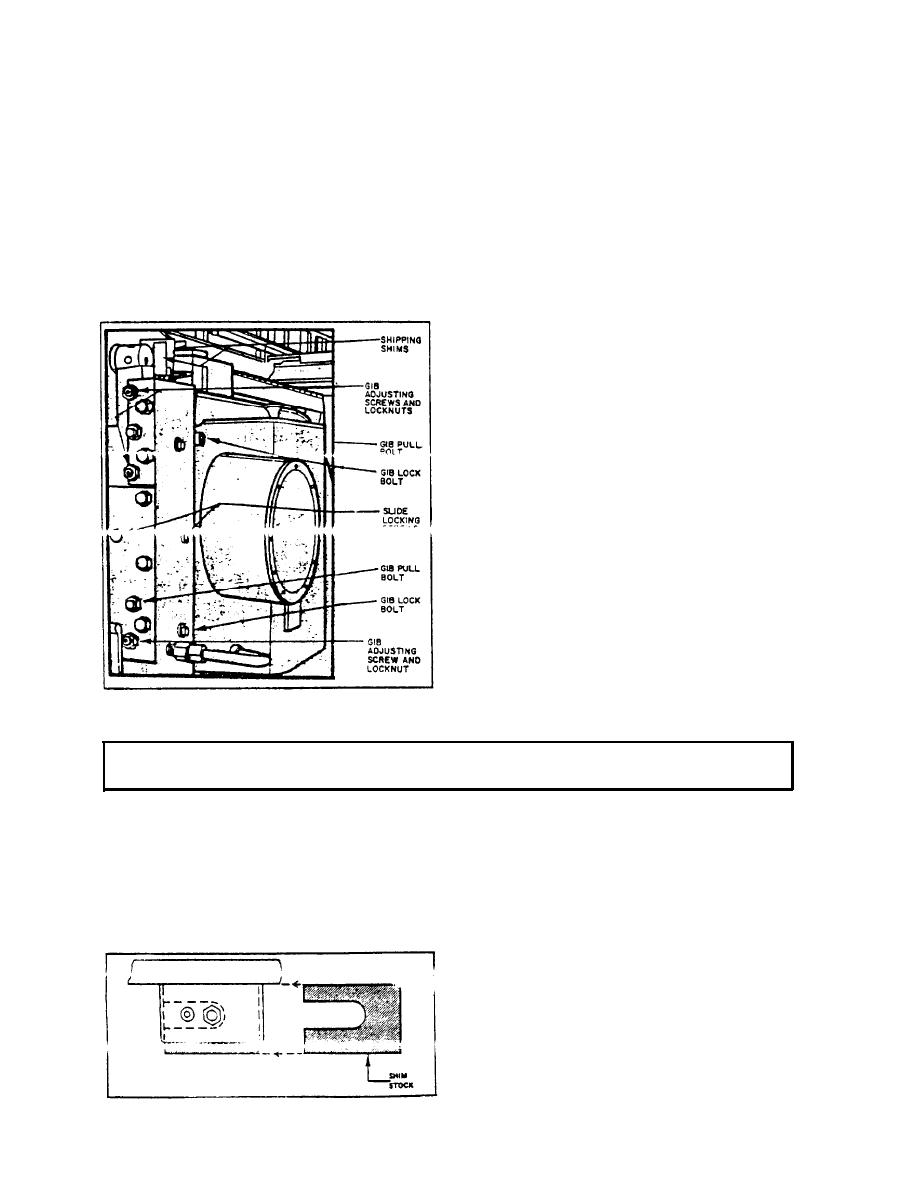
Series 0200, 0300 and 0400 - On these ma-
chines, additional protection during shipment has
been provided by inserting brass shims in front
and back of the hardened slideway on each end of
the machine. To remove these shims, proceed
as follows:
Loosen the gib adjusting set screws and
(1)
gib lock bolts.
(2) Tighten the gib pull bolts to pull the gibs
away from the slide.
(3)
With a pair of pliers, pull the (2)
front shims out from the top.
To pull the two (2) back shims out from
(4)
the top, it might be necessary to rock
the ram. This can be done by placing a
timber between the eccentric shaft and
the back brace. Sometimes this can be
accomplished by someone standing on
the back brace and shifting his weight up
and down.
The gibs and ram slide bearings should
(5)
Figure 6. Shipping Shims
then be adjusted at the proper clearance
and Locking Bolts
(see page 11).
CAUTION - Do not operate machine before removing slide locking screws and on Series 0200, 0300,
0400 also the brass shipping shims.
LEVELING
It is important that your shear is properly leveled after installation. If a shear is operated out of
level, damage to the bearings may occur. Shearing accuracy and blade life can also be affected by the
shear being operated out of level.
Make certain the shear table is thoroughly' cleaned before beginning to level. Leveling is done by
means of jack screws in the housing feet, one at each of the four corners.
In leveling, use a precision level, accurate
to within 0.001" per ft., not a carpenter's or
machinist level. Level lengthwise first, using
the level parallel with the shear blades. Raise
or lower one or the other end until a very ac-
curate level is obtained. Next, use the level at
right angles to the blades and level from front to
back at each end of the machine to obtain level
to within 0.001". The leveling procedure can be
speeded up if two levels are used such as shown
in Figure 8.
Figure 7. Suggested Method of Making Shims
8

