
Valve Seat Grinding Instructions
To properly grind valve seats it must be understood that two factors are to be taken into consideration; correct driver
speed and the correct grade grinding wheel for driver speed and material to be ground.
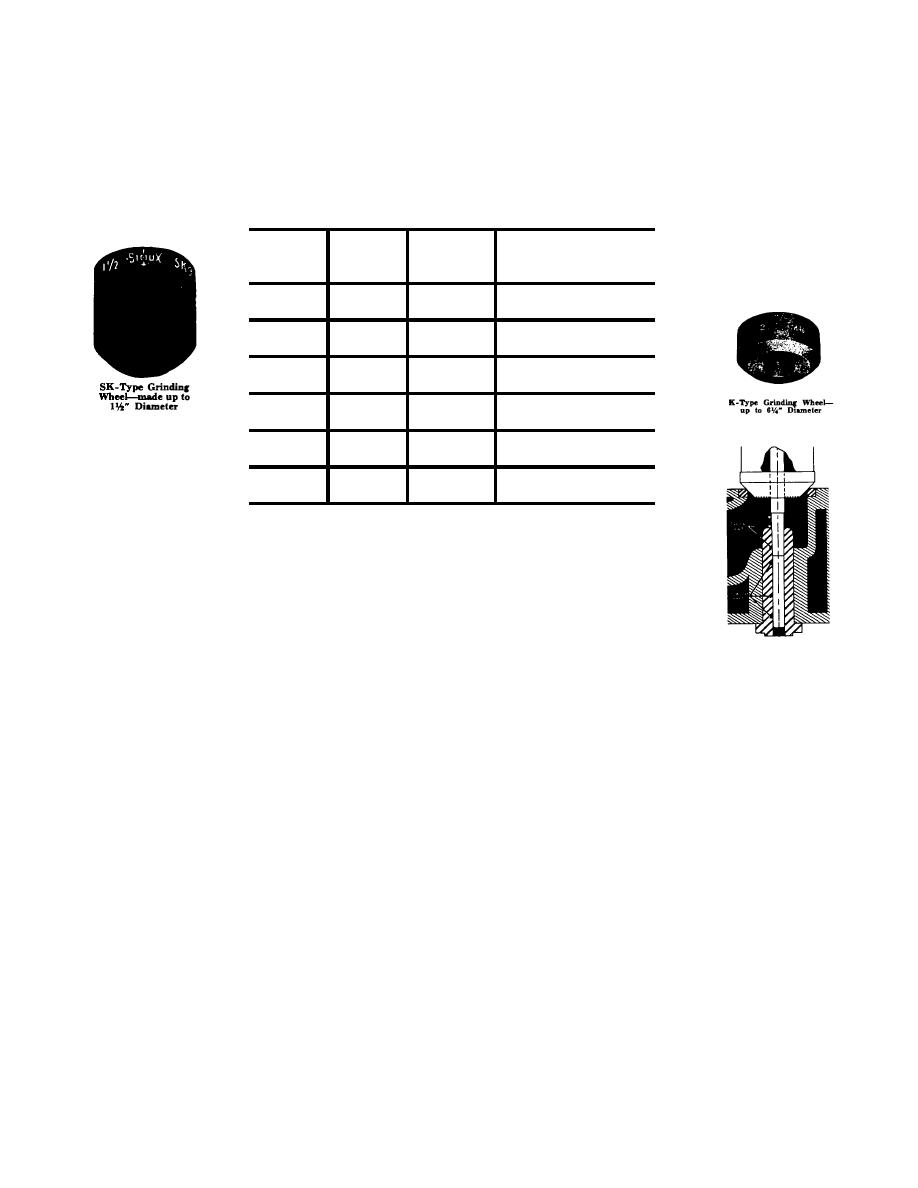
Below is chart showing Sioux Drivers by catalog number and allowable diameter wheels for each driver to allow for
grinding not over approximately 6500 surface feet per minute.
SPECIFICATIONS ON VALVE GRINDING DRIVERS
No.
Unit
Load
Angle
Diameter
No.
Speed
of Drive*
Capacity
1700
12,000
Straight
Wheels Up to 2"
1705
8,000
Straight
Wheels Up to 3
1710
12,000
15
Wheels Up to 2"
1712
8,000
15
Wheels Up to 3"
1770
4,000
Straight
Wheels Up to 6 1/4"
1770A
6,000
Straight
Wheels Up to 4 1/4"
*Degrees Given Are from Horizontal
Grinding Wheels Not to be Operated Above 6500 S.F.P.M.
GRINDING VALVE SEATS
1. See that valve guides are clean. Use suitable guide cleaner or
reamer for this purpose
2. Select pilot of correct size for guide hole. Place a drop of oil on
By selecting largest Sioux
pilot stem before inserting.
Tapered Pilot which will enter
Top of pilot should be of length to allow a minimum of 2 inches
valve guide, straight part
to fit into holder.
aligns pilot correctly with
center line of valve guide,
Sioux Tapered Pilots are very accurate and are made up to .004
assuring perfect accuracy.
oversize. They also serve as plug gauges for checking the wear
in guides. If the .004 oversize pilot is loose, then new guides
should be installed.
Sioux Tapered Solid Pilots are the most accurate centering
device made. Often for ease in handling, customers prefer
Expanding Pilots.
Sioux Expanding Pilots, while very good, are not as accurate as
the Solid Tapered Pilots, and should not be used where extreme
accuracy is desired or required.
3. The seats must be clean and dry to prevent carbon from clogging
the grinding wheel as this will slow up the grinding and require
unnecessary dressing.
Wipe with a clean, dry cloth. Use a piece of abrasive cloth under
one side of the wheel and turn the holder around several turns by
hand and clean the carbon off the seats thoroughly.
3

