
TM 9-3405-214-14&P
HOW TO SELECT AND USE POWER HACK SAW BLADES
Power hack saws automatically take a Full Stroke
for a better bite, without clogging.(Of course, the feed-
each time, automatically Lift the blade on reverse stroke
pressure-per tooth must be kept below the point of
and apply steady cutting pressure throughout the length
fracturing the teeth). Large Sections and soft materials
of the stroke.
require coarse teeth. Thin sections and hard-to-machine
materials require fine teeth.
The proper tensioning of the power hack saw blade
is most important. Insufficiently tensioned blades wear
USE HEAVY FEED PRESSURE
rapidly, cut inaccurately and deliver a blank with a poor
finish. A blade tensioned too tightly breaks prematurely
Normally you should set the feed pressure as heavy
or pulls out at the pin hole.
as possible without breaking the teeth or making the
blade cut crooked. Excessive pressure and stroke
speed increase the cutting rate at the expense of blade
wear.[When in doubt, keep pressure at maximum but
reduce the stroke speed).
The heaviest practical pressure and the fastest
reasonable stroke speed produce the most efficient
cutting.
A feed-rate that is too light results in rubbing instead
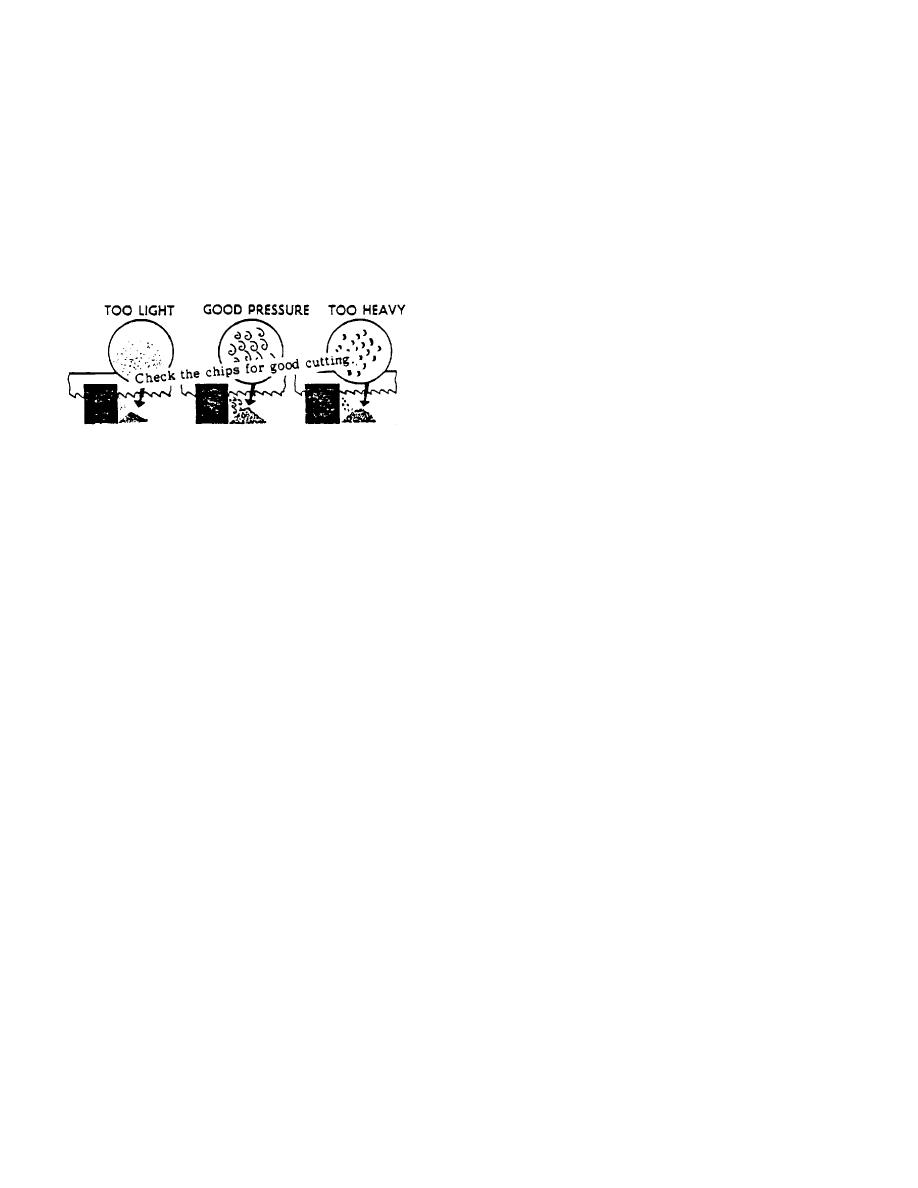
If chips are burned you are finding too heavy. If
of cutting; (tooth points overheat, soften and break
chips are fine and Wry you are feeding too light. Act with
down). For optimum feed rate: Use heavy feed for hard,
nicely curled chips indicates ideal feeding pressure,
very dense material-light feed for thin, soft material. For
fastast cutting time and longest blade life.
maximum production, you can increase feed by using
coarse blades on soft materials. But remember to use
For most cutting jobs, the all-hard blade is first
moderate feed when straight, accurate cutting is
choice for straight, accurate cutting. The all- hard
required.
tungsten blade is unexcelled for retaining its sharp teeth.
It handles work hardening materials, abrasive materials,
USE PLENTY OF COOLANT
stainless, high manganese steels and the low
machinability bronzes. Molybdenum blades are good for
Start the coolant flow before the first cutting stroke.
fast, accurate cutting, but especially on low or medium
Coolant is needed on all materials (except cast iron,
alloy steels, iron and most non-ferrous metals.
copper and some brasses) to reduce friction, blade wear,
and chip clogging. Keep coolant flowing until job is
You gain more by selecting the COARSEST TOOTH
finished and the blade is stopped.
for the work.
This is necessary for good chip
appearance as more pressure can be applied
-3-
