
TM 9-3445-106-14&P
IV.
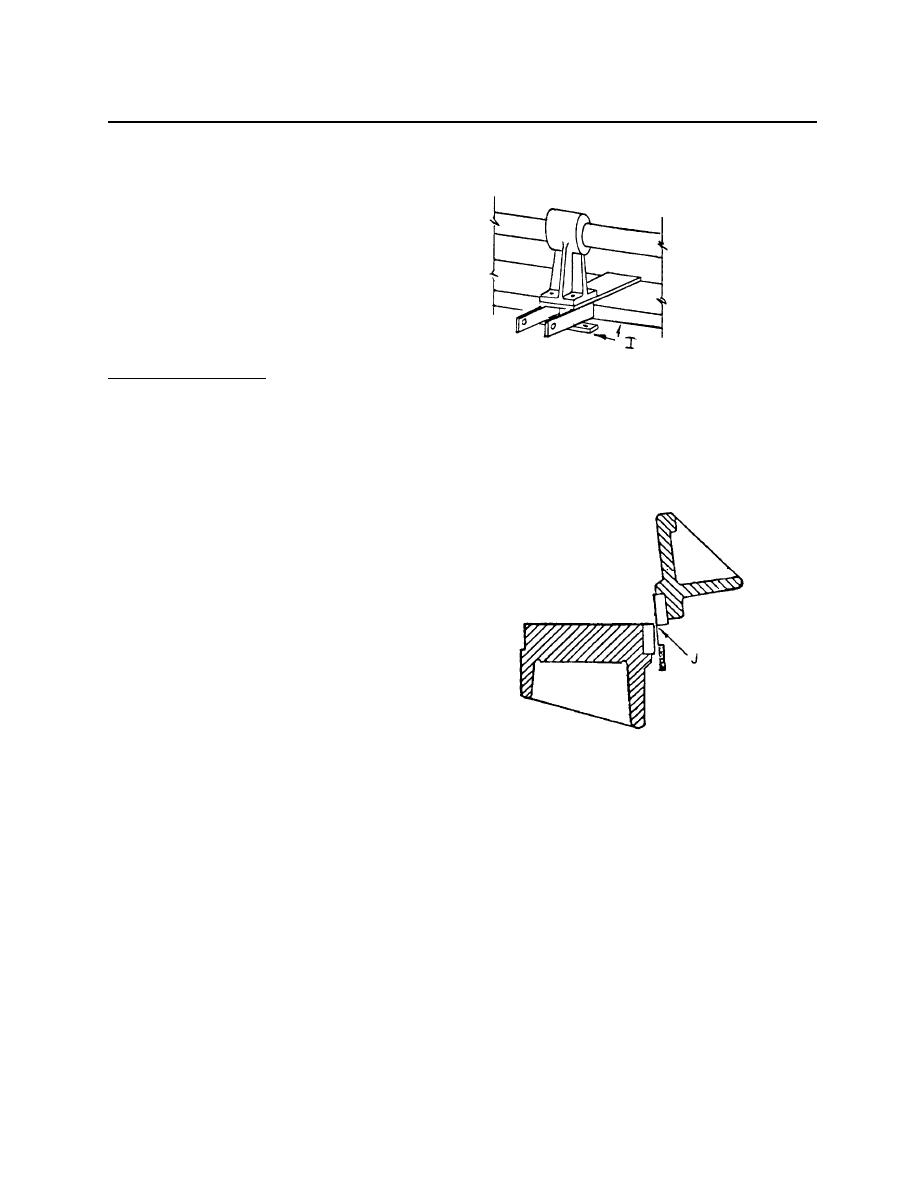
It is extremely important that this measurement be made only at the exact point at which the blades cross! Blade
clearance for 10 gauge mild steel is .005 at each end, decreasing to .004
at the center. Stainless steel
requires a closer setting of
blade clearance - .002 at the
ends and .001 at the center.
It will be necessary to turn
the shear through a complete
cycle by hand before applying
power in order to check blade
clearances. To do this, rotate
the flywheel BY HAND in the
direction of the arrow on the
flywheel, with the treadle
depressed to engage clutch.
Blades must not Touch! Check
clearances at every 12 inches
Figure 2
across full length of blades.
Check only at point of passing
between upper and lower blades. Compensation for "bow-in" or "bow-out" of the upper blade is obtained by
adjusting the tie rod on the back of the crosshead. This adjustment can be made at each end and in the middle.
NOTE: This critical adjust-
adjustment has been correctly made
at the factory and further
adjustment should be avoided
unless absolutely necessary.
When blades are set correctly,
securely tighten all bed
bolts, push down screws, and
replace front panel and gear
housing before applying power
to shear.
V.
Electrical connections must be
made by a qualified electrician.
To make electrical connections,
Figure 3
remove rear apron from shear.
Make sure available voltage is proper for motor as indicated on motor nameplate. When testing motor, check
flywheel rotation as shown by arrow on flywheel. Check drive belts and tighten if necessary by turning wing nut
on motor base. NOTE: Belts should be just tight enough to drive shear with no slip. Over tension on belts
reduces their life.
4
