
FIG. 8-1
blade life. After gaining some experience, most op-
erators will watch the chip and adjust the force
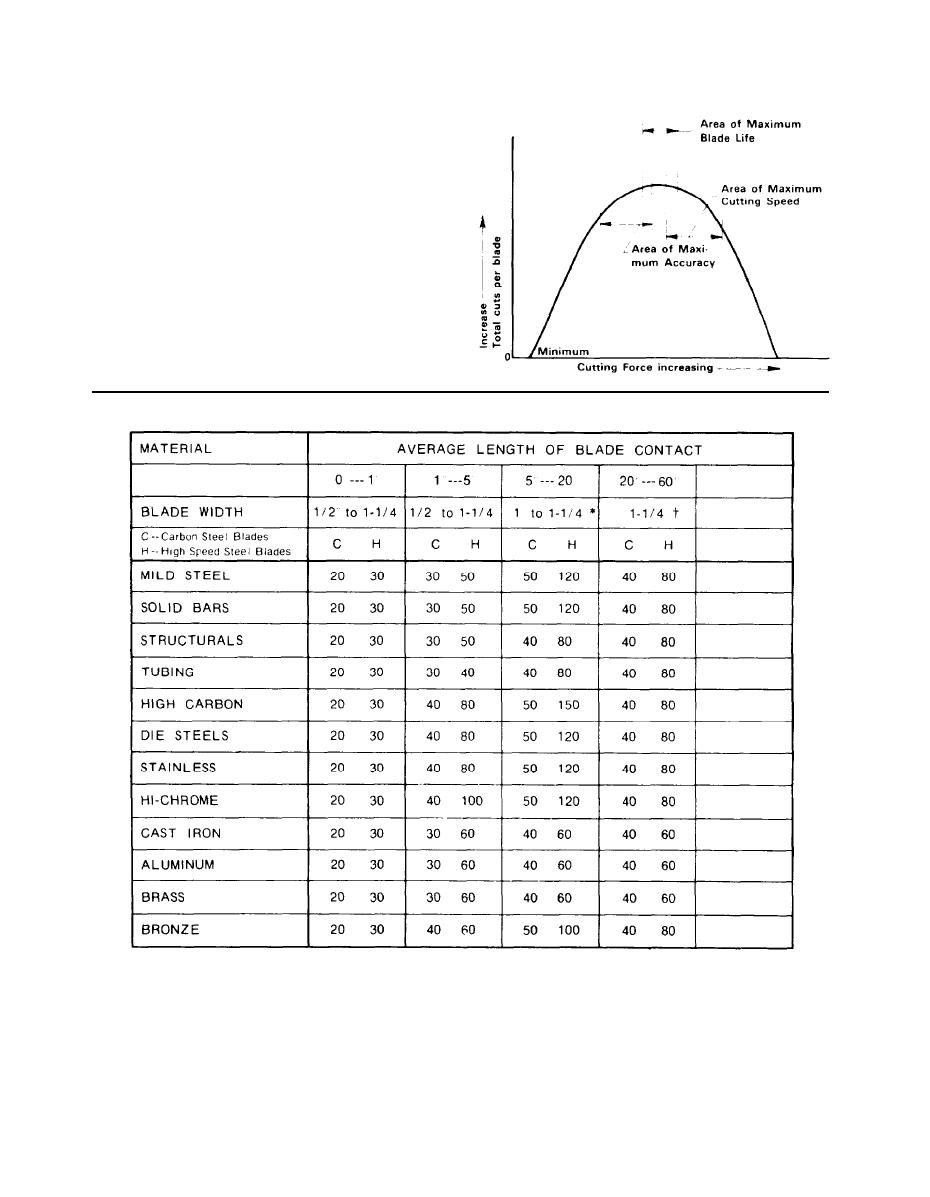
APPROXIMATE BLADE LIFE CURVE
accordingly.
8.9 Some materials will not produce curled chips
(cast iron is one). In this case judge the cutting
force by the volume of chips being removed from
the work. If it looks similar to the volume from
cuttings of mild steels, cutting force should be in
the proper range.
8.10 When cutting large solid work, decrease the
cutting force. This gives the blade its best oppor-
tunity to cut straight. Also, the length of tooth
contact is great and a fine chip may roll up and
become very large during the travel time across the
work. It is in an area of maximum heat generation;
therefore, running the blade 15% slower than on
average work will add to the blade life. This is re-
flected in the cutting charts in this section.
CHART 8.2
AVERAGE CUTTING FORCE CHART
*Increasing the cutting force any higher on blades of less than 1" width may cause crooked cuts,
†Reduce the cutting force on blades of less than 1-1/4" or crooked cuts may result.
NOTE: Start all new blades at 20% lower cutting force for the first 150 square inches of cutting. This allows
high points of any long teeth or extra-sharp teeth to wear down until all teeth are cutting uniform-
ly. Failure to do this could cause tooth tips to fracture and ruin a new blade.
10
