
9. BLADE SPEED
9.4 See recommended blade speeds later in this
booklet (Section 13, table of blade speeds and
9.1 Blade speed is measured in feet per minute of
cutting rates).
blade travel. Slower than normal speeds will not
harm the blade. Faster than normal speeds will
10. ACCURACY OF CUT
generate excess heat and will quickly destroy the
cutting edge of the blade. Blade speed selection is
10.1 Accuracy of cut is shown in Fig. 8-1. The
a compromise between good blade life, number of
blade should be run on the conservative side in
cuts per hour, and keeping the heat generated to an
order to keep maximum tooth sharpness. Proceed
acceptable level. Fig. 9-1 shows this graphically.
as follows for maximum cutting accuracy:
A. Use less cutting force
9.2 Small work can be cut at higher speeds due to
B. Use less blade speed
the short time during which the cutting edge is in
C. Use maximum blade tension for highest
contact with the work. As the work size becomes
beam strength
larger, the blade speed becomes slower to compen-
sate for the longer contact time and more heat gen-
This technique is suggested for tool room cutting
erated per tooth contact. When cutting large solid
where time is not important, but where the highest
blocks 20 inches and over, the cutting speed should
percentage of straight cuts is necessary. However,
be reduced 15% to 30% from the average speeds
straight cuts can also be made in production
shown on the cutting charts. This will compensate
cutting. The possibility of slight run-off is higher,
for the extra long blade contact.
and the chance of a blade breakdown during a
critical job is much more likely.
9.3 If a good blade life is obtained at the given
speeds, it may be possible to increase the cutting
speed for better production. On production cutting,
increase the blade speed 5% to 10% each time a new
11. PRODUCTION CUTTING
blade is installed. When the new blade fails to equal
Maximum production speed should be based on al-
the number of cuts made by the last blade, reduce
lowable blade life.
the speed to that of the last blade. This can soon
reveal the best speed for your particular job.
11.1 If more production per hour is necessary, use
the highest reasonable speeds and feeds. This will
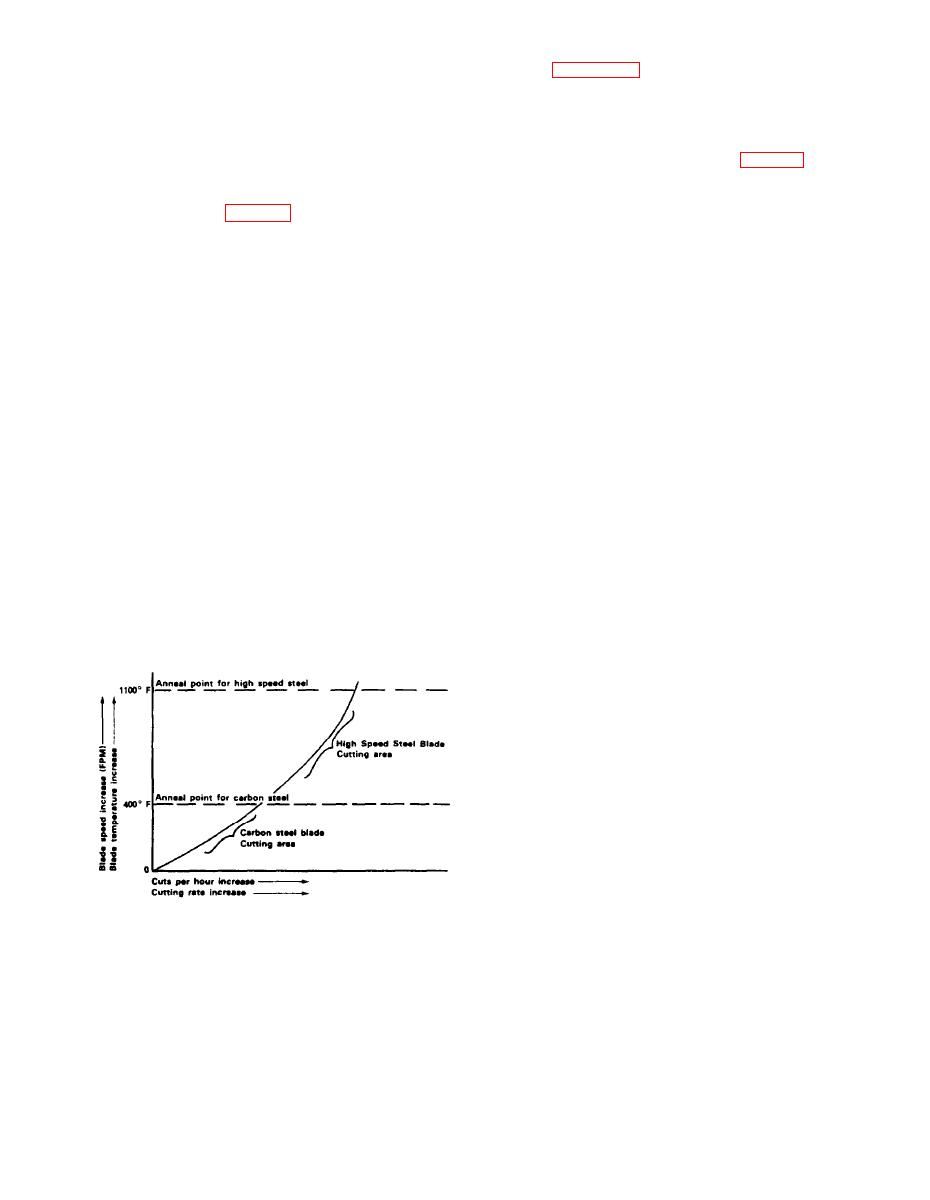
FIG. 9-1
result in less blade life but more production. Total
cost per cut with all overhead expenses included
TEMPERATURE DUE TO BLADE SPEED
may be the least overall cost.
This is a figure each must compute for himself
as much depends upon work load. Many shops
want minimum blade cost per cut and use carbon
steel blades with slower production rates. Others
use automatic equipment with high speed steel
blades with maximum cutting conditions. This will
often give the lowest cost per cut when total over-
head is used to compute cost.
11
