
TM 9-3419-234-14&P
Grease every six months or according to instructions
just before the workstop moves down to the gaging
posted on or received with the motor. Fill all oiling points.
position on the return travel of the carriage.
(9) If an adjustment Is required to set the opening and
b. Chip Compartment
closing stroke described above, remove the limit switch
1. Remove chips and clean compartment as required.
cover #405, Figure 22, Page 22, and adjust the switch
The coolant strainer, #322, Figure 13, Page 15, should be
throw arms until the proper stroke Is obtained.
kept free of chips to assure free coolant return to the
reservoir.
arm of the valve regulating the grip opening stroke should
2. The coolant level should be maintained just under the
be adjusted to allow the limit switch bar pin to contact the
surface of the coolant strainer. A low level will result in
switch throw arm roller only during the downward travel.
improper operation of the coolant pump.
The pin should travel beyond the roller and not contact It
SECTION III
in any manner when it is in its full down position. This
1-4 INSPECTION
switch can be distinguished by its roller projecting lower in
a. Clean machine thoroughly and carefully at least once
the workstop bracket than the roller of closing stroke
a week. Remove chips, dust, excess oil and coolant from
switch.
all surfaces of the machine.
I.
Coolant Pump
b. Use a cloth or non-metallic brush to remove chips
(1) The pump packing, #902, Figure 24, Page 23,
and dirt. To protect the operator from serious eye injury,
should be checked periodically for proper tightness to
never use compressed air when cleaning the machine.
prevent coolant escape around the pump shafts. If
c. Carefully inspect the machine for loose or worn parts,
leaking occurs, adjust the two screws in the packing
adjust or replace if necessary.
bushing, #903, Figure 24, Page 23. These should be
SECTION IV
tightened evenly and only enough to stop leaking.
1-6 REPAIR PARTS
Excessive tightening will result in pump shaft and packing
When ordering machine repair parts, refer to the
illustrations on page 15 to 25. A parts list and operator's
wear.
instructions for the die head supplied with the machine is
(2) The pump driving belt should be tight enough to
operate without slipping. If slipping occurs, shorten and
enclosed with this booklet.
reset belt for best coolant results.
IMPORTANT-When ordering machine repair parts, give
SECTION II- MAINTENANCE
part name, size and serial number of machine. When
1-4 MAINTENANCE
ordering repair parts for the die head furnished with the
a. Lubrication
machine, the size and serial number of the head, plus the
Inspect headstock oil sight gages for proper level
part name is required.
daily. If motor supplied does not contain lubricated-for-life
bearings, grease the fittings with MIL-G-23549.
SECTION V
1-7
SETUP HYDRAULIC UNITS
a.
Select proper chasers, holders, and grips for the
leadscrew nuts trip open. However, if the die head falls to
job.
open at this point, readjust the die head trip rod until the
b.
Place the workpiece In the machine in a
die head opens at the proper time in relation to the
predetermined position against the workstop. With the
opening of the leadscrew nuts.
machine in manual operation and the die head open, jog
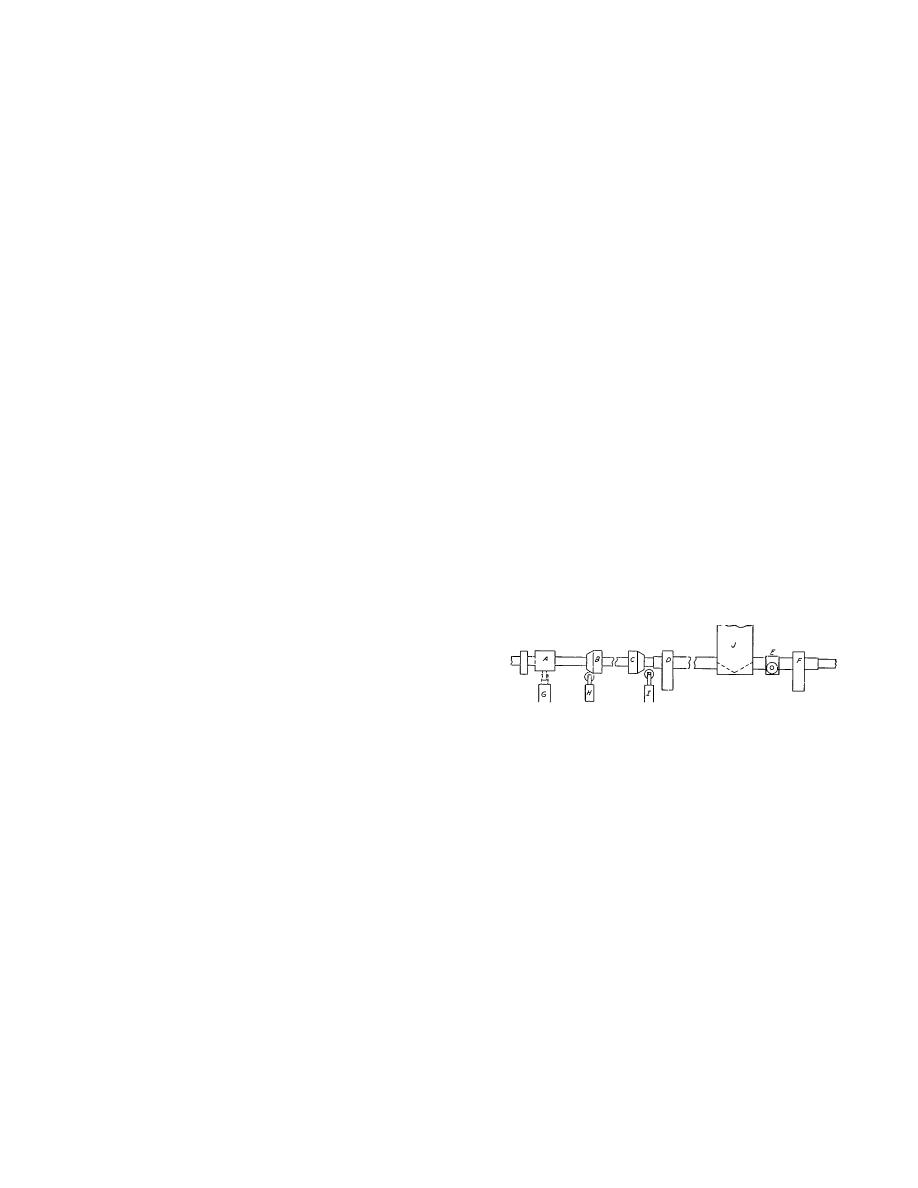
d.
To set the forward overtravel, run the carriage in
the carriage in until the face of the workpiece is even with
to the forward position where the leadscrew trips out.
the face of the chasers in the die head. Slide roller E (see
Loosen arm F on the rod (see diagram) and slide it
diagram) onto cam J until the limit switch G is made. Now
against the stop on the carriage. This setting should allow
mark the bed with a pencil at the front of the carriage.
for a slight bit of overtravel after the leadscrew trips out,
This is where the leadscrew is engaged and the threads
but should prevent the carnage from running into the die
start. Next, using a scale, make another line on the bed at
head. Make a dry run to check that this switch does not
the thread length desired. Remove the workpiece and jog
engage before the leadscrew nuts trip out.
the carriage in to this second line, close the die head and
e.
Now with carriage in rear position, place the
turn the die head trip rod, which Is located at the end of the
workpiece in the machine against the workstop and jog the
machine, in until the die head trips open.
carriage in allowing sufficient clearance between the die
c.
With the carriage still In the foreword position and
head and the workpiece to place and remove the part.
the leadscrew engaged, adjust the leadscrew trip rod,
Loosen arm D and slide it against the stop on the carnage.
located on the side of the machine, by turning it in until the
Remove the workpiece and make a dry run. This setting
leadscrew nuts trip open. When the leadscrew nuts are
should allow the carriage to return far enough to give
tripped, back off one turn of the rod. This allows for the
ample room for changing the pieces yet eliminates
die head to trip open momentarily before the leadscrew
excessive carriage travel.
nuts are tripped open. Back the carriage away, close the
f.
Cams B and C (see diagram), and leadscrew
head and engage the leadscrew nuts, and make a dry run.
tripping mechanism A, are pinned in assembly and require
Again, the die head should open momentarily before the
no further adjustment.
10
