
TM 9-3419-234-14&P
CHAPTER 2- THREADING HEADS
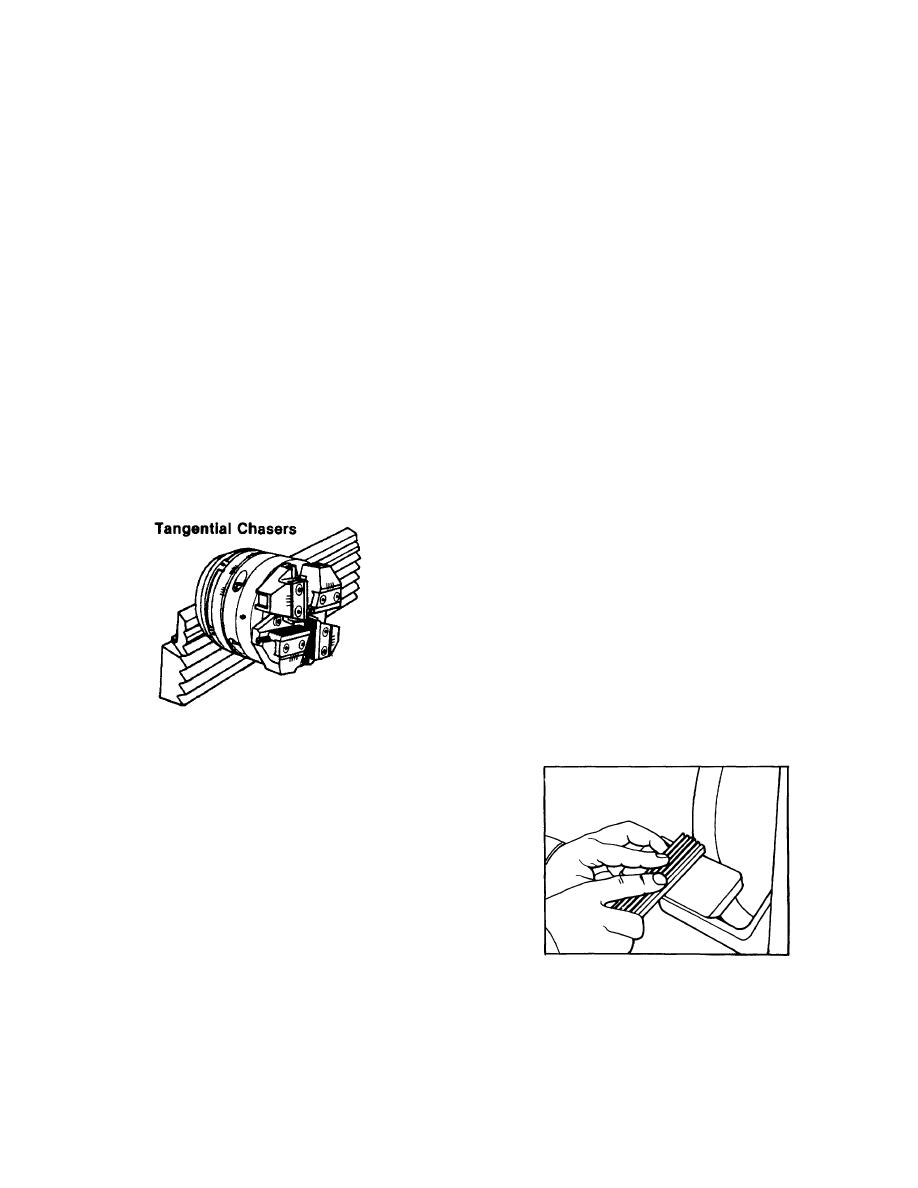
edge, thread distortion and chaser wear are minimized.
SECTION I
The tangential location of the chaser, m respect to the
Threading Heads
work, places It in a direct line with the cutting action
a. Heat Treated Threading Heads are of the revolving
exerted in forming the thread. Rigidly supported in this
type for application to hand-operated, semi-automatic and
natural cutting position by the die head chaser holder, the
automatic threading machines. Of rugged construction,
resulting longitudinal absorption of cutting strains reduces
the heads provide accurate and trouble-free operation
vibration and chaser breakage.
over long production runs.
h. Depending upon the size of the die head in which they
b. Manufactured in four types, the R, S, T and RX, the
are used, Tangential Chasers vary in length from 1" to 6
Heads feature wide range coverage for threading
".
1/2". Their length allows a maximum amount of regrinding
diameters from 1/8" to 9 1/4 All types are yoke-operated.
and provides exceptionally long tool life.
The heads are available for standard applications,
i. During the resharpening process It is unnecessary to
receding chaser applications, internal trip applications,
remove the same amount of metal from each chaser in the
heavy duty applications and large diameter applications.
et. When one chaser is worn, chipped or damaged to the
c. Constructed of specially-selected alloy steels, the
extent that an abnormal amount of metal must be
Heads are recommended for threading up to and including
removed, it can be reground and returned to service
Class 3 tolerances and are well known for their ability to
although much shorter than the other chasers in the set. If
cut coarse pitch threads in a single pass. They have wide
a chaser is damaged beyond use, it can be replaced with a
range coverage, permit rapid et-up, give trouble-free
single new chaser without the necessity of replacing the
operation, are easy to adjust and of sturdy construction.
entire set.
The initial investment in a Heat Treated Die Head is
I- A simple grinding operation quickly and easily
relatively small, repairs are few, and with the use of
removes the few thousandths of metal necessary to
Tangential Chasers, tool inventories and tool cost
restore the cutting edge.
They normally can be
remaining low.
resharpened by removing .030" or less, depending upon
tool condition. As chasers do not require accurate
positioning when regrinding to assure that all chasers in
the set are of uniform length, the grinding setup is
simplified and resharpening time is held to the minimum.
k. Stock inventories are reduced as the same set of
Tangential Chasers can be used to produce all diameters
within the range of the die head requiring the same pitch.
For example, a 1/4" - 20 pitch ULTC thread can be
produced with the same chasers used to produce a 1/2" -
20 pitch UNF thread. Special chasers are required,
however, for each combination and pitch for special thread
forms as well as multistart high helix angle threads.
Fig 30
A simple grinding operation quickly and easily restores the
d. Further contributing to the economy of the Heads is
cutting edge.
the Tangential Chaser.
e. All Die Heads use chasers of the tangential type, a
design pioneered and introduced over 75 years ago.
Continued research and manufacturing experience has led
to the development of the present Tangential Die Head
Chaser, a tool without equal for accuracy, economy, and
production In thread cutting operations.
f. Tangential Chasers are manufactured from high
speed or super high speed steel which must pass exacting
metal-lurgical standards. Experienced heat treatment
assures that they will perform satisfactorily in service and
produce quality threads within the tolerance for which they
were intended.
Fig. 31
g The tangential principle of design - provides line
contact with the work to provide natural clearance
comparable to that of a lathe tool. Friction at the cutting
26
