
TM 9-3419-234-14&P
SECTION III
SECTION II
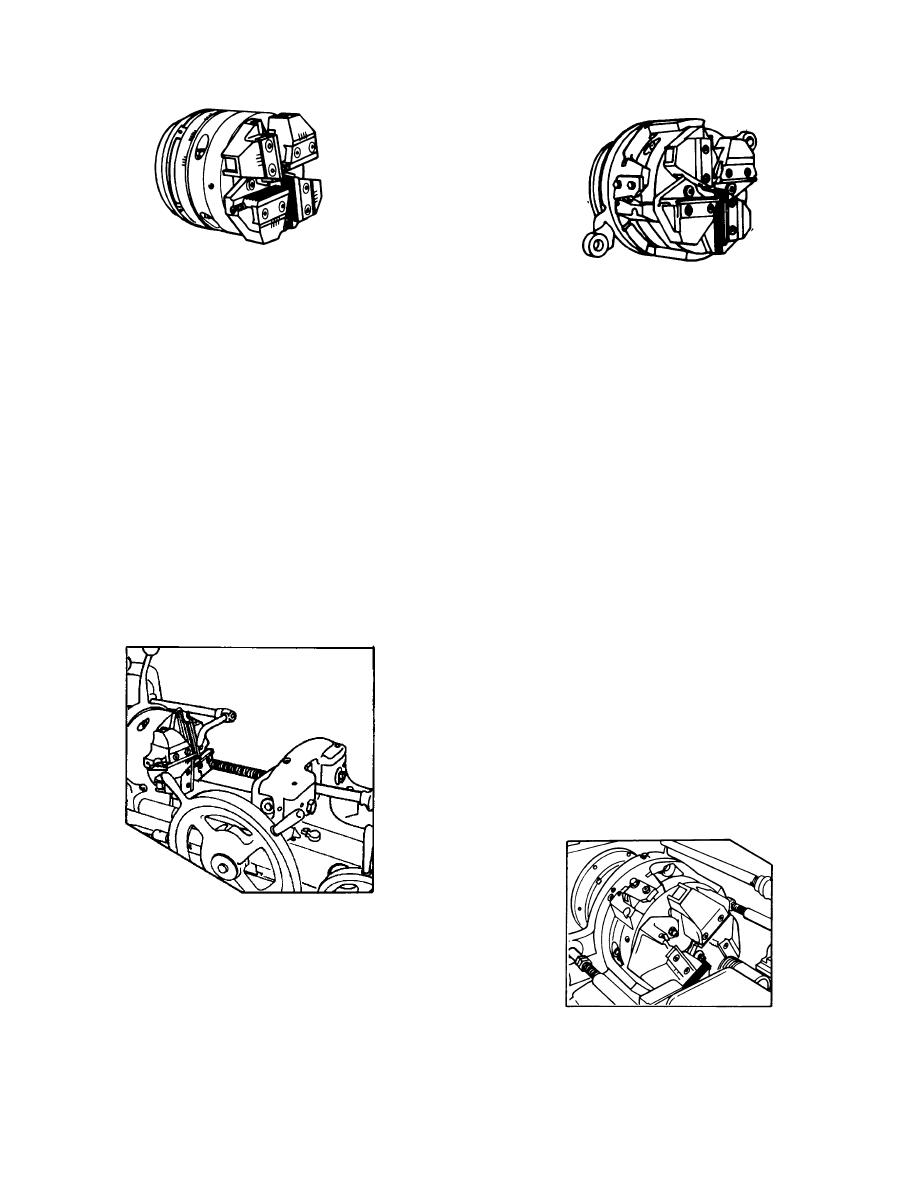
THE S TYPE
THE R TYPE
Fig 32
a. The R type Heat Treated Heads are designed for
Fig. 34
commercial and heavy-duty threading applications and are
a. The type "S" Receding Chaser Threading Head is
considered the standard heads m the series. Their initial
recommended for producing taper threads of maximum
cost is lower and they feature unusually wide range
accuracy and of long lengths As the receding movement
coverage.
of the chaser produces the cutting action by the throat
section only, cutting strains are reduced to a minimum.
b. Their rugged construction and design simplicity
This feature prolongs chaser life and permits the use of
assures trouble-free operation, long life and positive
narrow, more economical chasers. Of greater importance
performance. The standard heads are available in 9/16" to
is the production of truly conical (no chaser leave off mark)
2-1/2" models while a 4" and 6" model are available for
threads which will meet API specifications. The die head
heavy duty precision threading of large diameter
must be applied to a machine equipped with leadscrew or
workpieces. These heavy duty heads are similar in
power feed.
construction to the smaller heads but they both use two
head opening springs in balanced positions to assure
b. Two adjustable trip bars attached to the machine
uniform and positive opening action when threading
carriage front actuate the operating ring of the 1-1/2", 2",
maximum diameters and coarse pitches. The 6" R also
2-1/2" and 6" S Heads as the work advances into the
features a six chaser design which provides greater
head. With the 9/16" and 3/4" heads, the operating ring is
support for the workpiece, more free cutting action, and
actuated by a yoke. The movement of the cam on the
eliminates out-of-roundness common to large diameter
operating ring along the cam follower allows the chasers to
threading.
recede at a uniform rate, and thus produces a tapered
thread corresponding to the taper of the cam. The head
c.
Specifications can be found on pages 32, 33 and 34.
opens automatically when the cam trips at the end of the
cam follower. Special operating rings with cams for cutting
other than 3/4" taper per foot are available for the 9/16"
head. With the 3/4", 1-1/2", 2", 2-1/2 and 6" heads,
threads can be cut with various degrees of taper by the
use of the proper cams which can be quickly and easily
changed. Straight threads can also be cut by employing a
straight cam, and reverse taper threads from the large
diameter of the taper to the small diameter can be cut by
the use of a reverse taper cam.
c.
Specifications can be found on page 35.
Fig. 33
Fig. 35
27
