
1.
Clean carbon
ACTUAL STEPS
2.
Dress wheel
TO RECONDITIONING
3.
Reface valves
VALVES AND
4.
Square tappets, stems, cut chamfer
VALVE SEATS
5.
Grind rocker arms (if necessary)
6.
Reface valve seat
7.
Test concentricity
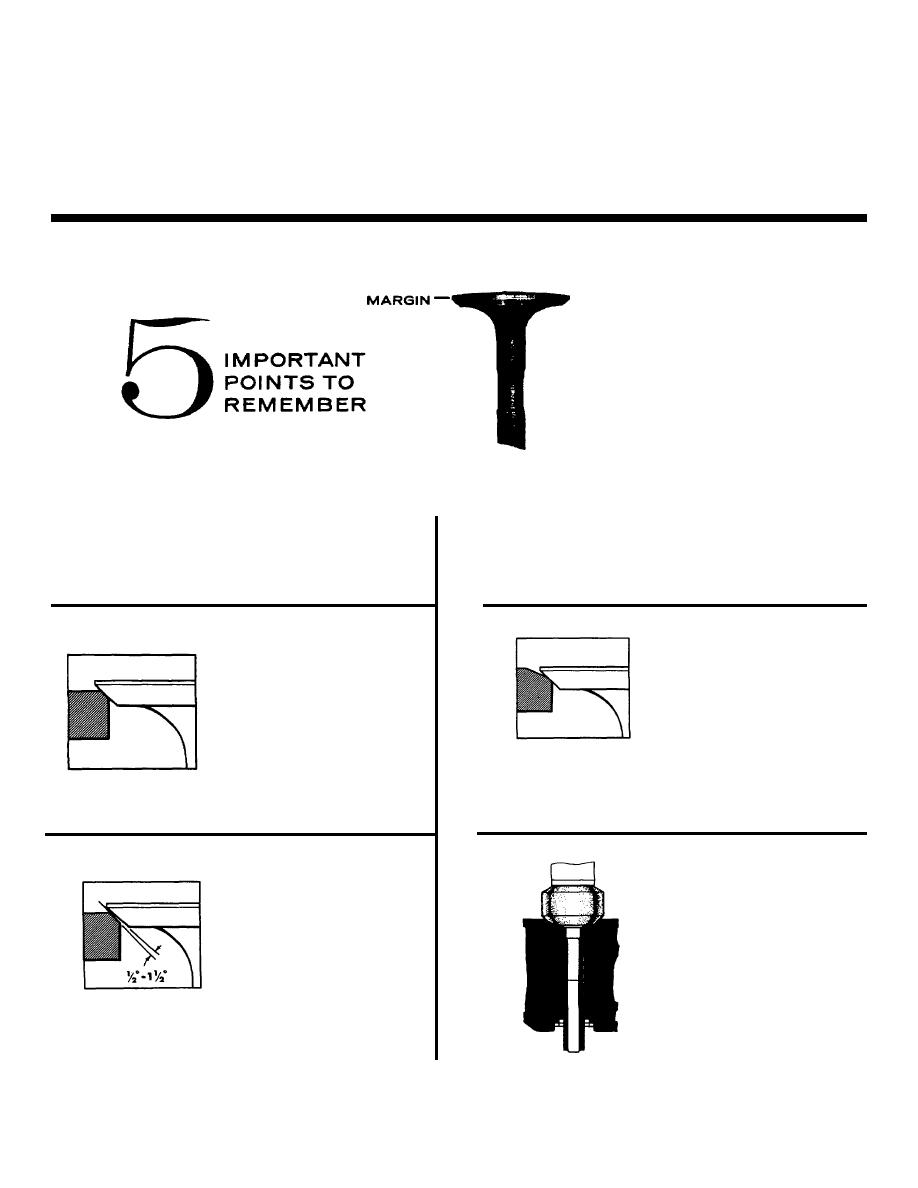
MARGIN IS ESSENTIAL
As we stated emphatically
before, every valve must have
margin-that
thickness
of
material measured from the
angle of the face to the top of
the valve. Margin gives the
valve strength to withstand
pressure and mass to control
heat. If the valve has been
ground to a knife edge, leaving
no margin, it will heat up
excessively. Chances are, it
will retain that heat during the
compression stroke and pro-
ignite the mixture, causing loss
of power and economy.
A
valve with no margin is
extremely
susceptible
to
warping and breakage.
NARROWING THE SEAT
PROPER SEAT CONTACT
Occasionally the valve seat
The valve face should always
must be narrowed for proper
be larger than the valve seat.
seat contact. Use a 15 or 20
The seat should be wide
grinding wheel to remove
enough to assist the valve in
material at top of sent as shown
dissipating heat but not wide
in illustration.
enough to collect an abnormal
amount of carbon. Follow the
manufacturer's
recommendations.
MORE VERSATILE
INTERFERENCE ANGLE
SIOUX WHEELS
Some
manufacturers
You get more versatility from
recommend refacing 45valves
SIOUX valve seat grinding
to 44 and 30valves to 29
.
wheels because you can dress
while grinding the seats to their
each side to a different angle-
original
45
or
30
for Instance 45 end 30 For
.
specifications.
When heated
emergency use you can dress
the valves will expand to form a
the wheels smaller on the
compression-tight, fullyseated
diameter.
seat. All SIOUX VFGM are
marked for all of these angles.
2
