
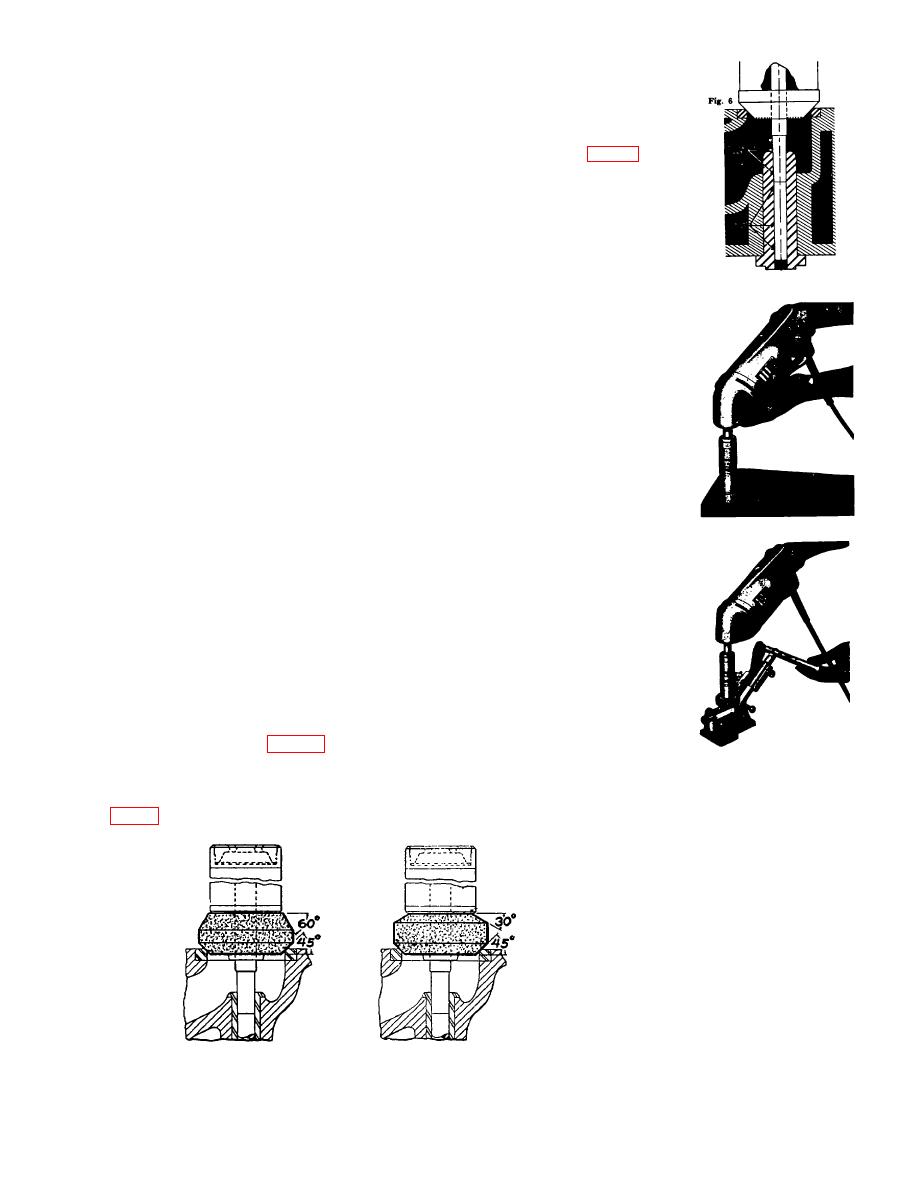
Many of these cars have engine set so close to fire wall that even with short
Fig. 6
pilots, short holder and our latest 15 degree, No. 1710 Driver, there is still not
sufficient clearance to grind the last valve seat.
Dress off face of grinding wheel, This will lower 1/8 of an inch so enough
additional clearance will be given that the job can be performed. (Fig. 6)
GRINDING STELLITE VALVE SEATS-do not confuse grinding Stiletto with
other kinds of valve seats. As the grinding wheels dull and will not cut after
about one minute of actual grinding time.
Therefore, the wheel should be dressed frequently. For faster grinding on hard
seats, move the diamond across the wheel faster than usual and dress the
wheel rough and sharp for maximum cutting.
It usually requires about four (4) dressings of the roughing wheel to grind the
seat inside of .001 and the finishing wheel should be dressed once for each
Fig. 7
seat.
Use "K" Grinding Wheel suffixed by WS which are the sharpest and best cutting
wheels for Stellite. Much time can be saved if the operator knows just how long
to grind before dressing the wheel. Grind about one full minute of continuous
grinding, then dress the wheel, and keep on with this system until the seat is
trued up, then use the finishing wheel which should be dressed once for each
Stellite seat.
The average time is ten minutes, or one hour for all six Stellite exhaust seats.
There will be no spark when grinding Stellite.
Your customer should be charged more for grinding Stellite Seats.
There are many kinds of steel. A grinding wheel that grinds one material at a
given speed perfectly may not perform as well on other materials.
13. Wheel Dressing No. 1713 and 1719
Fig. 8
Set degree mark on dressing tool at desired angle.
Ball Bearing Holder or Sleeve Bearing Holder. Put a little very light oil on the
dressing pilot to prevent sticking and eliminate friction.
The adjusting 'block and pilot which raise and lower the grinding wheel are
adjusted until the wheel just touches the diamond, holder and grinding wheel
are then revolved with the high speed driver.
Hold the driver straight as possible. Take light cuts with the diamond and move
the diamond steadily across the wheel. The Diamond Holder is threaded for
light cut adjustments. (Fig. 8) Grinding wheels should be properly dressed.
"Important"-Do not get oil on the grinding wheels, they must be kept clean to
obtain the best results for fast grinding, accuracy, and finish.
For emergency cases the wheels can also be dressed down on the diameter.
Fig. 9
60Can Be Added to
30Can Be Added to
Regular 45Wheel
Regular 45Wheel
5
