
TM 9-2330-294-14
slotted nut securing sleeve assembly on axle spindle
6-12. Assembly
to 850- 1,050 lb ft on semitrailer No. 1 through 200
Assemble components to the equalizer beam and
and /or torque slotted nut securing sleeve bearing on
axle in the reverse order of disassembly. Using
block on axle spindle to 300-450 lb ft on semitrailer
torque wrench (GG-W-686) tighten slotted nut
No, 201 and on.
securing shaft and bushing to beam to 850 - 1,050 lb
ft torque. Using torque wrench (GGG-W-686) torque
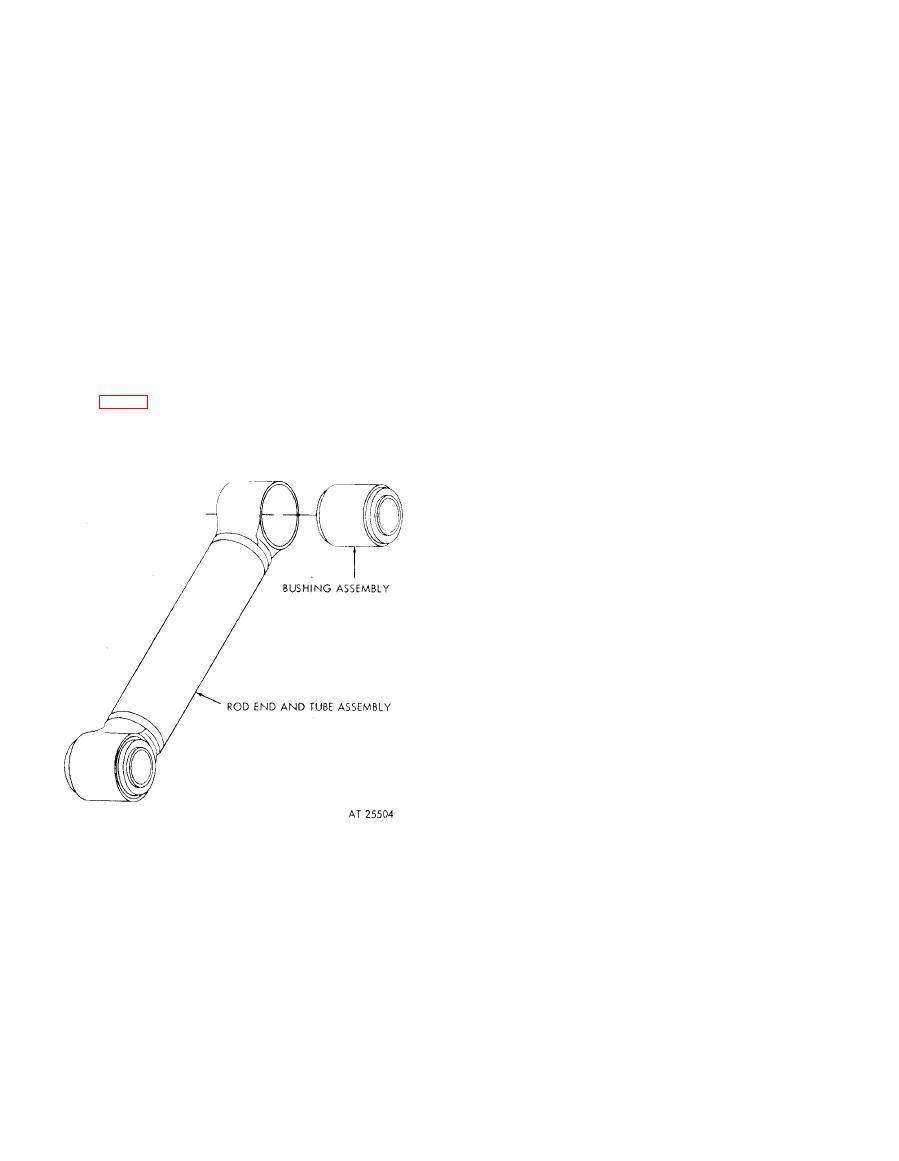
Section V. TORQUE ROD REPAIR
6-13. General
This section provides information to direct and
a. Cleaning. Clean torque rod tube using dry
cleaning solvent type II (SD-2).
general support maintenance personnel for the
b. Inspection.
disassembly cleaning, inspection, repair and
(1) Inspect torque rod rubber bushing for
assembly of the torque rods. Repair of the torque
damage or deterioration.
rods consists of replacing the rod end bushings.
(2) Inspect torque rod tube bores for pitting or
6-14. Disassembly
.
scoring.
c. Repair. Replace damaged or defective parts.
Press rod end bushings out of torque rods using
6-16. Assembly
arbor press.
Install new bushings in rod ends, using arbor press.
Section VI. BRAKE SHOE REPAIR
6-17. General
6-18. Disassembly
This section provides information to direct and
Punch rivets out from back side of shoe using
general support maintenance personnel for the
hammer and punch or drift. Remove lining from
disassembly, inspection, repair and assembly of the
brake shoes.
brake shoes. Repair of the brake shoes consists of
replacing the brake linings.
