
CONTOUR SAWING PROCEDURES
Use hand feed or screw feed (accessory) for sawing intricate contours. The variable weight power
feed can be used for contour sawing of large, heavy parts. When cutting into an opening, reduce
the feed force to prevent damage which might result when the blade enters the opening suddenly.
Do not feed the work so rapidly that the saw band twists or bows. Follow the recommendations
on job selector for band speed and feed pressure.
A hole is usually drilled when there is a sharp corner to be cut, but this is not always true. A
corner may be by-passed with a curve and the remainder notched out later. To saw an internal
contour, first drill a starting hole, then run the saw band through the hole and weld. If the contour
is a radius, use the disk cutting accessory.
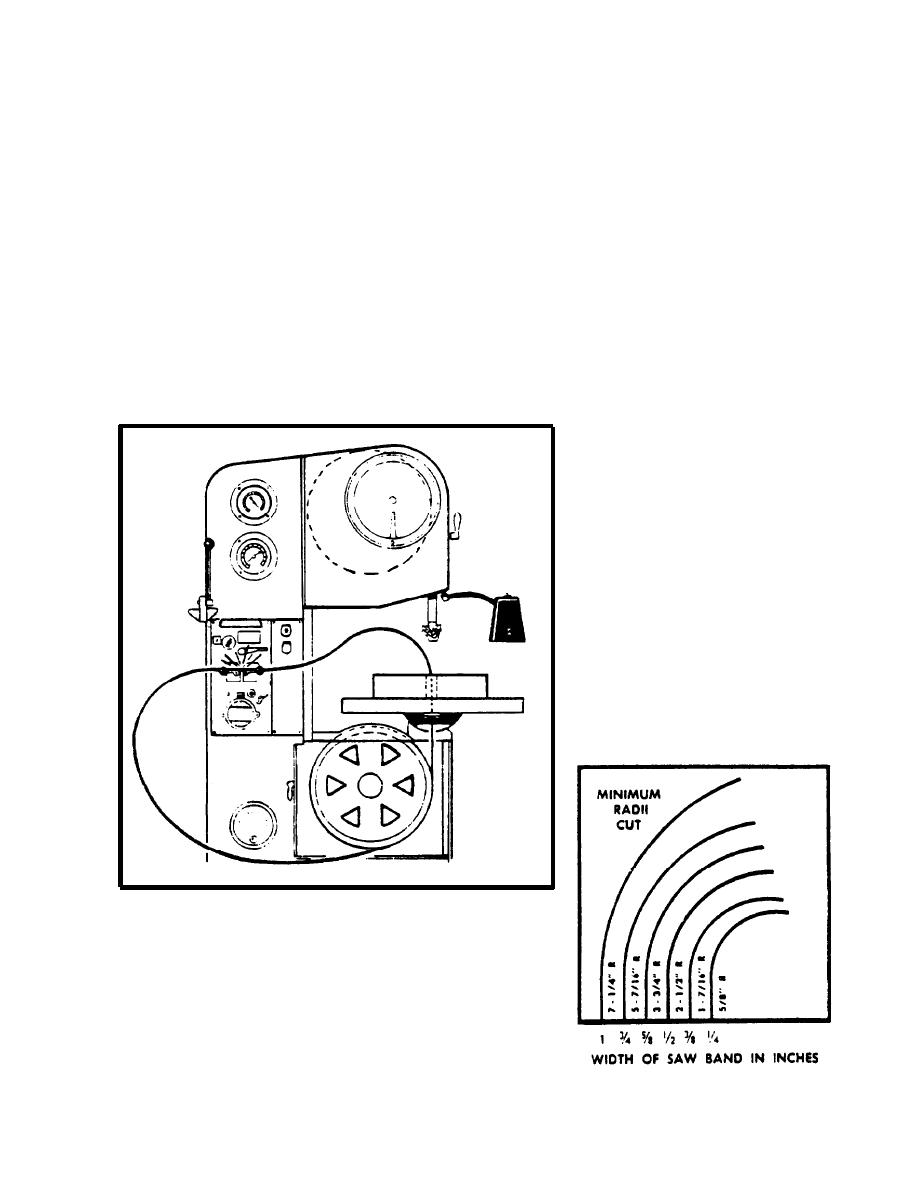
The diameter of the drilled starting hole is determined by the size of the saw band. The widest
possible saw band is used for the curve to be cut, but attempting to cut too small a radius with
too wide a saw bend will bind the band and cause the lower wheel tire to become grooved.
See the radii chart for minimum radii possible with various saw band widths. Use a heavy gage
blade for contour sawing of heavy workpieces.
For sawing an internal contour, the
band must be cut, run through a
starting hole in the workpiece, and
then welded. NOTE: When welding
band which passes through hole in
workpiece - be sure to insulate it
from contact with workpiece or
table. This will insure a better weld.
(Machine model shown is not necessarily
the specified model. For welding iIlus-
tration only.)
The recommendations in the radii chart are based
on sawing relatively thin stock. Use a narrower
saw band than recommended when sawing stock
more than one inch thick.
11
