
which increases the plate pressure. It may be necessary
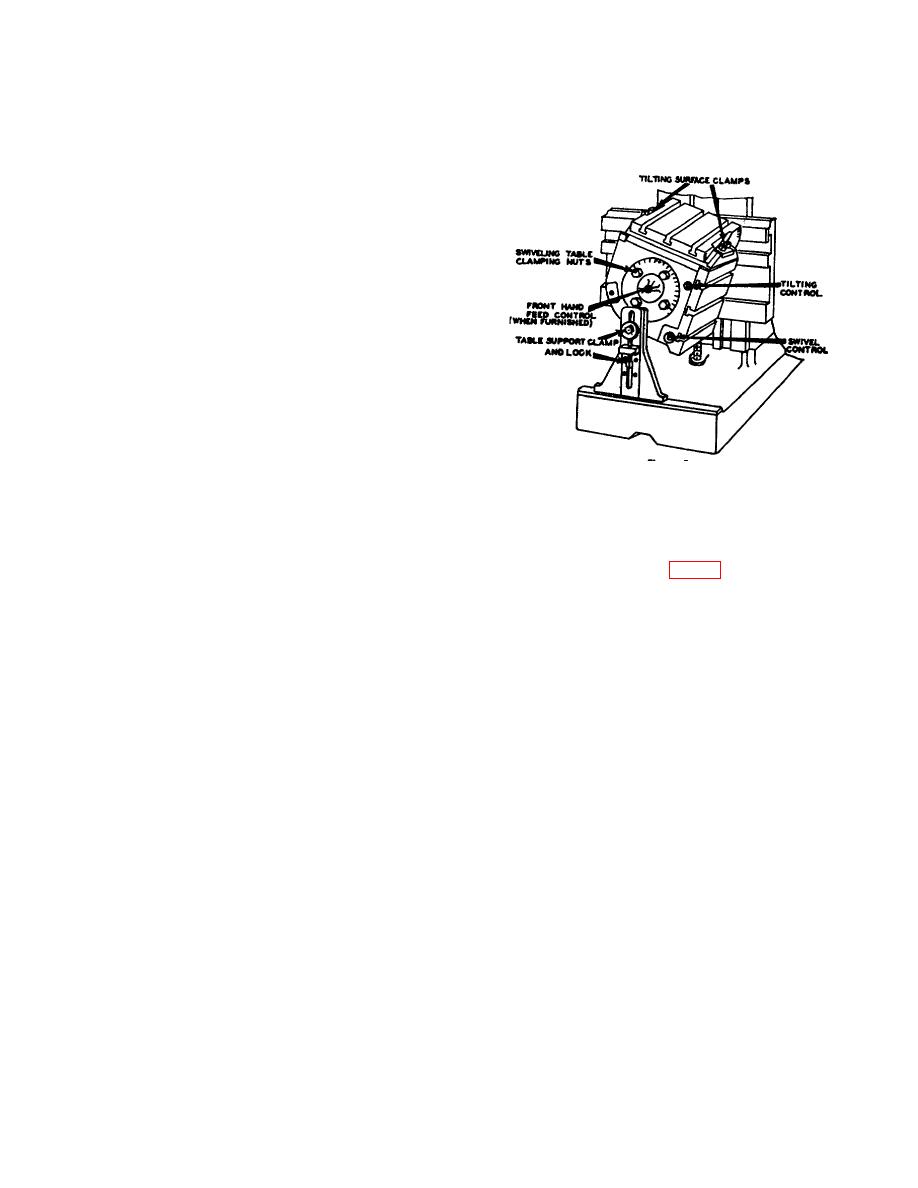
To tilt table top, loosen four tilting-surface clamping
to advance the plunger several holes to obtain the
nuts and apply crank handle to tilting control. Set top at
proper pressure between the plates when the clutch is
angle desired and tighten tilting surface clamping nuts.
engaged. Excessive plate pressure will make control
If a tapered cut should occur, check and relevel
difficult to engage and clutch will drag.
machine as per instructions "Level Machine."
If ram creeps or will not stop with clutch control in
stopped position, dirty clutch plates are indicated
Disassemble clutch, clean plates with carbon-
tetrachloride and wire brush and reassemble, adjusting
as above if necessary.
ELECTRIC CLUTCH
When machines are equipped with an electric
clutch and brake, a rheostat is provided to control the
braking action for stopping the ram. The rheostat is
positioned at the factory. If faster brake action is
desired turn rheostat slowly toward a higher setting until
the ram stops within the limits desired.
V-BELTS
On motor driven shapers, the motor is attached to a
bracket on the rear of the machine. Screws in the
bracket permit lining up the motor and adjusting tension
of the V belts.
UNIVERSAL SHAPERS
FIGURE 5.
The preceding instructions apply to Universal
Shapers equipped with swiveling tables having tilting
SERIAL NUMBER AND REPAIR PARTS
work surfaces. To swivel the table, first loosen table
The machine serial number is stamped on the
front support clamp, stress block, and the four swiveling
frame in the front upper right-hand corner, directly below
table clamping nuts. Apply crank handle to swivel
the ram guideway. (See Fig. 3). When referring to
control, and after positioning table to desired angular
your shaper, always mention this serial number. When
setting, tighten table clamping nuts. Reset table support
ordering repair parts, please refer to Parts List Bulletin
and adjust stress block.
for instructions. It is important that the serial number be
indicated to assist us in filling your order correctly.
7/(8(blank))
