
POWER DOWNFEED TO TOOL HEAD
After the stroke length and the ram position have
been set and the tool slide lock (E) is released, the
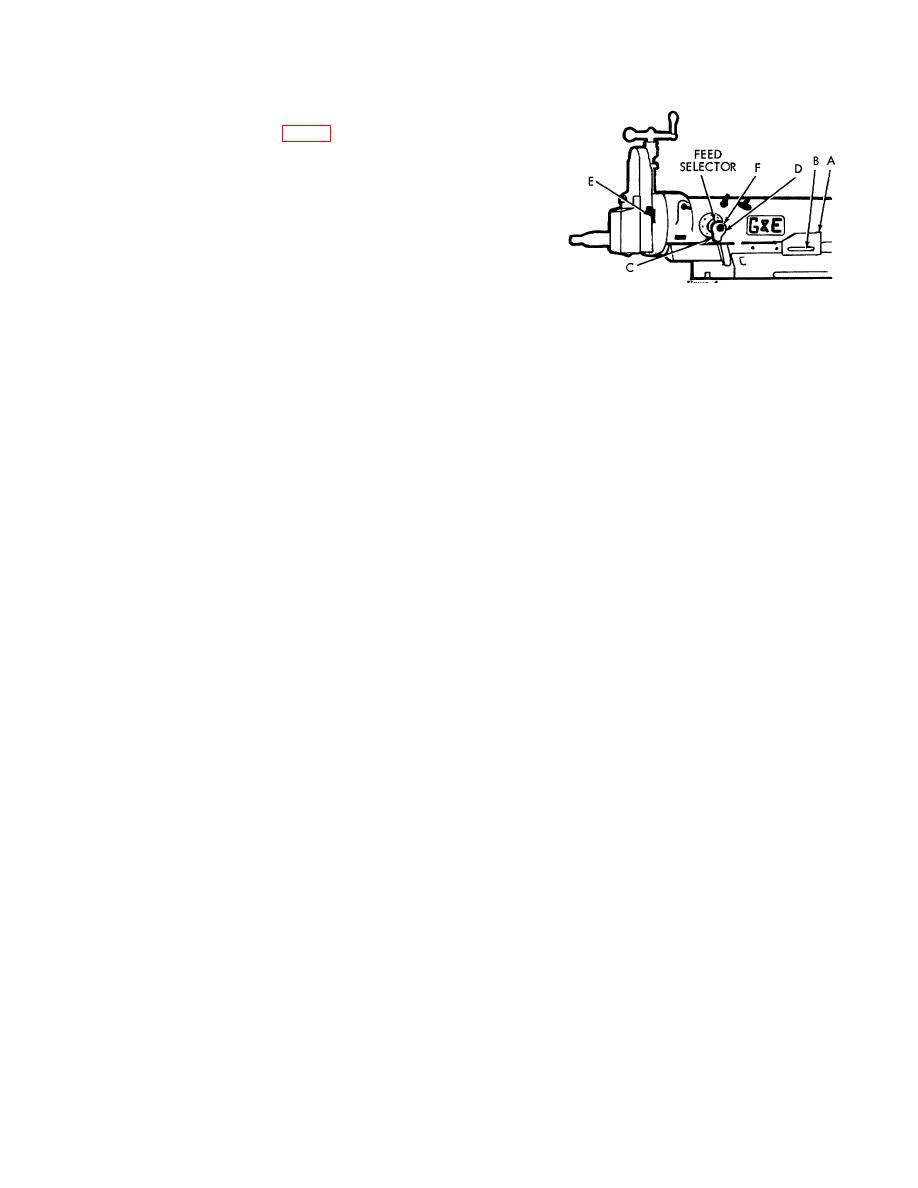
power downfeed can be set. (See Fig. 4).
Loosen hand screw (B) and position cam (A) so that
when the ram is at the end of the return stroke, lever (C)
will have traveled not more than one or two inches on
the horizontal portion of the cam. Then tighten (B).
Feeding occurs on the return stroke as lever (C) rides
on cam (A).
To prevent damaging downfeed mechanism, cam
(A) is provided with a safety lobe which locks lever (C)
horizontally when cam is located too far forward allowing
lever to pass beyond the cam. To reset lever (C), pull
FIGURE 4.
out pin (D) which will permit returning lever to vertical
position. Then reposition cam so that lever does not
rear position on frame when not in use, when changing
travel more than an inch or two on the horizontal
the stroke length, or positioning ram.
portion. The feed selector controls the amount of
An automatic stop is provided on the tool head
downfeed. A plunger locks and indicates the feed
screw and is set by loosening the lock screw in the stop,
selected. The feed should be changed while the
revolving the stop to desired position on screw, and
machine is idle. For manual operation of tool slide, pull
retightening lock screw.
This stop operates in
out knob (F) and turn knob 90 degrees.
conjunction with a slip clutch, thereby providing a
Always move the cam (A) to its extreme
positive stop for any predetermined depth of cut. This
clutch also indicates the low limit of vertical feed travel.
ADJUSTMENTS
of the head and can be adjusted by loosening the top
RAM
screw and tightening the lower screw.
Alignment of ram is uniformly maintained
throughout the entire length of guideway by a single
adjustable gib. Wear on the ram guideways is taken up
SLIDE
by first slightly loosening the clamping bolts that hold
The adjustment of the table slide upper guide to the
down the left wedge (viewing front of machine) then
crossrail is made by removing the strap running across
adjusting the screws along the side of the frame. It is
the top of the rail and peeling off a lamination from the
essential that this adjustment be carefully made to have
center and/or end sections of the shim. Localized wear
the ram snug but not so tight as to bind and score.
may be compensated for by this means.
Adjustment of the ram lock is provided at the ram
To adjust the lower guide to the crossrail, traverse
lock post. To increase locking effect, remove retaining
table slide to the extreme left position, loosen the lock
ring and washer, lift up blackened ring and rotate ring
screw at the back of the slide, and turn the adjusting
one SPLINES tooth in a counter-clockwise direction, and
screw at the end of the wedge.
reassemble washer and retaining ring.
MECHANICAL CLUTCH
TOOL HEAD
On machines equipped with a mechanical clutch,
A taper wedge is provided to compensate for wear
adjustment means are available to compensate for wear
on the guideways of the tool head. This wedge is
of the clutch plate.
By withdrawing the plunger
located on the operator's side
provided, the toggle unit can be turned in a clockwise
direction until the plunger drops into the next hole,
6
