
TM 9-3419-234-14&P
1-2
SETTING UP
CHAPTER 1 - THREADING MACHINE--MODEL C
SECTION I ..OPERATING INSTRUCTIONS
a.
Die Head and Leadscrew Trip Mechanism
1-1
INSTALLATION
NOTE It is necessary to follow these instructions
when making all set-ups and whenever a change is made
in thread length produced on the workpieces or whenever
a.
Foundation
the die head is adjusted for a diameter change. This also
No special foundation is required, however, a level
applies even for a very small ( 005") diameter adjustment
concrete base is recommended The holes provided in the
bottom of the bed are used to secure the machine in its
when the machine is equipped with a Hardened and
protective crating for shipment If desired, these holes can
Ground Die Head.
be used to bolt the machine to the foundation.
b.
Handling
If possible, move the unit to its site of installation
before removing its protective crating or skids. Rollers
may be used under the skids but never in direct contact
with the bed Remove the crating and carefully place the
unit into position making sure the machine or its
components are not damaged.
c.
Cleaning
Remove the rust preventive from all machined
surfaces and operating parts Precautions should be taken
FIG 1
to prevent cleaning solvent and slush from entering the oil
reservoir or lubricating devices Remove all dirt and grit
accumulated in transit. After cleaning, apply a light film of
oil to all machined surfaces and operating parts to prevent
rusting.
d.
Leveling Machine
If the base provided for the machine is level the
machined pads on the bottom of the bed will sufficiently
level the unit. Precision leveling may be obtained by
placing shims under the machined pads.
FIG 2
e.
Lubrication
The headstock and various oiling points of the
16, for slowest spindle speed. The spindle must be
machine are prelubricated prior to shipment, however,
stopped before any further adjustments are made.
before placing the machine in operation, inspect the oil
sight gauges, No. 101, Figure 19, Page 19, and on the
left or right hand threading. See Lead Screw.
headstock. If additional oil is required it may be added
(3) Install chaser holders, chasers and adjust die head
through filler cups located on the headstock and carriage
for correct diameter.
fronts Use Ml L-L-10324, Oil Lubricating, Gear.
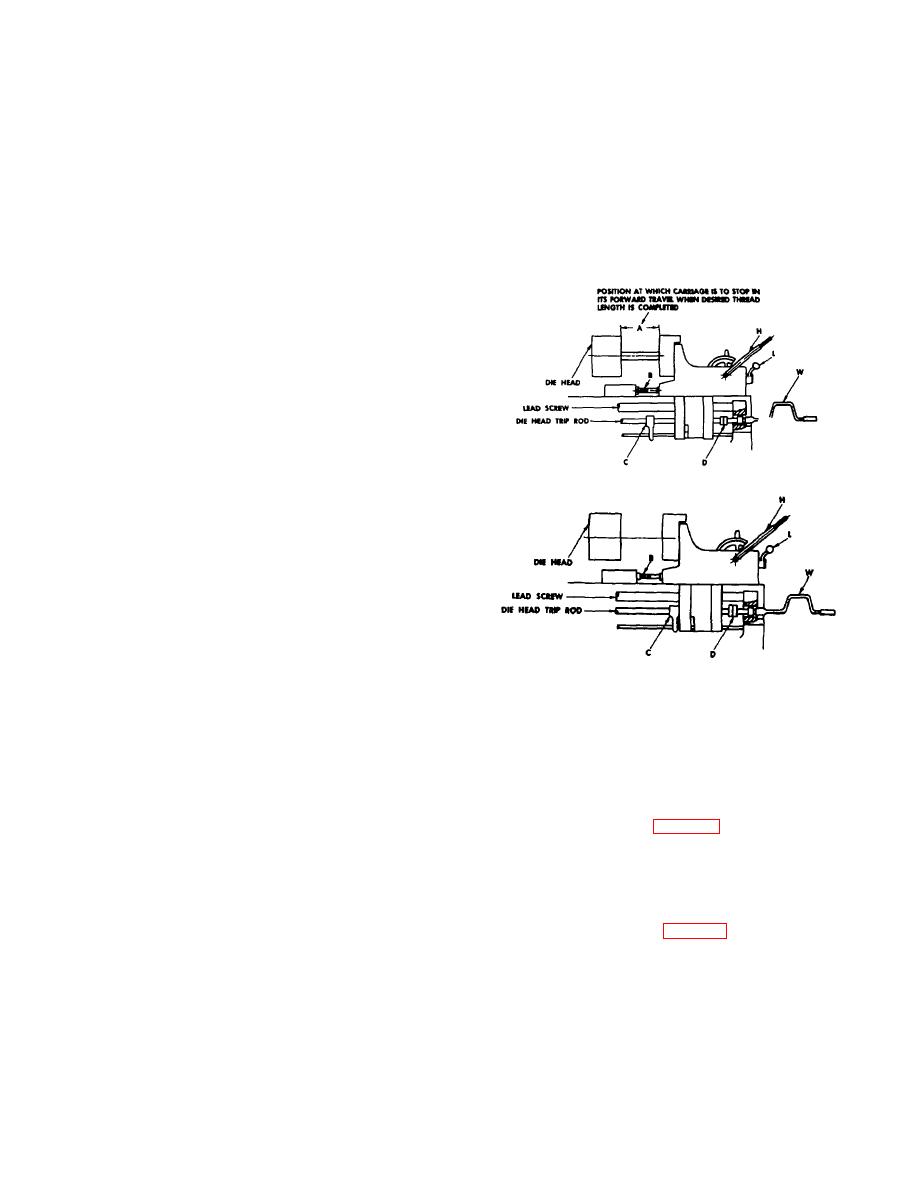
position with die head open, using wrench W.
f.
Electrical Installation
(5) Grip sample workpiece in carriage front or other
Install main line disconnect (not supplied unless on
holding device on the machine to determine position A ,
special order) and make electrical connections to motor
Figure 1.
starter by referring to the wiring diagram supplied. Check
(6) Advance carriage by means of lever or handwheel
input electrical supply, being certain it agrees with motor
H, to position A shown on Figure 1. If necessary, adjust
and control specifications. Jog the start-stop switch
screw B to clear carriage when positioned at A. Die Head
allowing the spindle to revolve several revolutions. Inspect
must be open.
all parts for freedom of operation. As you face the
machine, the die heads should be revolving counter-
clockwise for right hand threading. If rotation is incorrect,
simply reverse the two power line electrical leads at the
motor starter.
2
