
TM 9-3419-234-14&P
(7) Close leadscrew nut with lever L with carriage in
(1) When setting up a Model C Non-leadscrew Machine,
position A and with spindle stopped. If leadscrew nuts
the important thing Is to grip the workpiece at exactly the
will not engage, rotate spindle by hand until leadscrew
same position each time. This can be easily done
nuts will engage at position A .
through the use of an automatic work stop, Figure 22,
Page 22, or by measuring the workpiece each time one is
(8) Place a chalk or pencil mark at a convenient place on
gripped
both the carriage and bed as a reference for further use
(2) Grip a sample workpiece in the vice jaws leaving
so that carriage can be moved away from and returned
to position A .
sufficient clearance so the carriage will not contact the die
head upon completion of the thread length.
(9) Adjust screw B to contact leadscrew trip rod in
(3) With the die head closed, advance the carriage by
carriage.
means of the handwheel until the workpiece contacts the
(10) Open leadscrew nuts by means of lever L and move
stamped surface of the chasers. Place a chalk or pencil
carriage away from die head by means of the handwheel
mark on the carriage as a reference mark.
H. Do not close die head.
(4) Remove the workpiece from the grips and continue
(11) Readjust screw B approximately 8" closer to carriage
advancing the carnage toward the die head. Refer to the
and lock the screw.
mark placed on the carriage and measure until the
(12) Remove sample workpiece from grips.
predetermined thread length is reached. This position is
(13) Start spindle revolving with the die head open and
the point at which the die head should trip open and is
engage leadscrew nuts with lever L . This will advance
referred to as A in Figure 1.
the carriage toward the die head until screw B pushes
(5) Wrench W Is then used to adjust the trip rod nut C
the trip rod in the carriage sufficiently to open the
until the die head trips open. When adjusting the trip rod
leadscrew nut.
nuts, make certain the carriage does not move from
position A .
Check the reference lines placed on the carriage and
(6) The rear trip rod nuts may be positioned to close the
bed to make certain carriage stopped at position A. If
head at any point during the rearward travel of the
necessary, re-adjust screw B and repeat trials until
carriage.
carriage will stop at position A
(15) Engage the leadscrew and permit the carriage to stop
and, with the die head revolving, advance the carriage
automatically at position A. Hold carnage in this position
until the die head trips open.
and close die head manually. With the die head closed
(8) When satisfied with the operation, place the spindle
and carriage in position A, adjust the trip rod nut C with
wrench W until nut C contacts carriage as shown in
speed levers on the spindle speed required for the job
Figure 2.
and begin production.
(16) Continue turning wrench W to force nut C against
CAUTION Check operation of machine through
carriage until die head trips open. Make certain that the
several cycles before actual threading.
carriage does not move from position A when die head is
being tripped open.
c. Pipe end Nipple Machines
(17) Return the carriage to position desired for loading
(1) When setting up a 10C or 16C Pipe and Nipple
and unloading workpieces, then set nut D to close die
Machine, the only operation necessary is to determine
head when the carriage Is returned to this position.
correct thread length.
(18) With die head closed and spindle revolving at slow
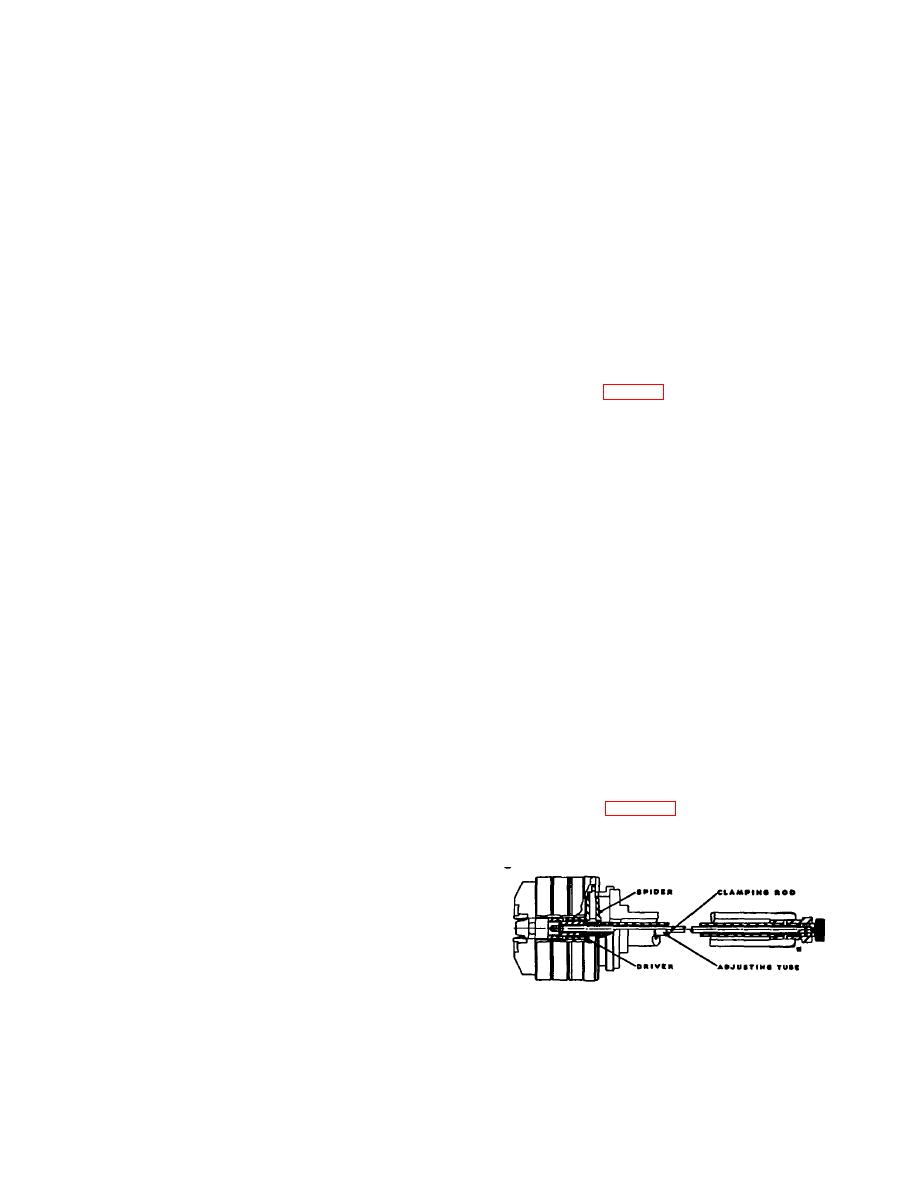
(2) The 10C and 16C Machines are equipped with
speed, engage the leadscrew and permit the carriage to
Internal Trip Pipe and Nipple Threading Heads designed
advance to and automatically stop at position A. If
to thread, ream and chamfer simultaneously through the
adjustments are correctly made, the die head will trip
use of a reamer, Figure 3. Head opening is effected
open an instant (fraction of a second) before the
through an internal trip mechanism actuated by the pipe
leadscrew nuts open.
pushing the reamer rearward during the threading
Note: It is important for the leadscrew nuts to trip
operation.
open instantly after the die head opens, because any extra
overtravel of the carriage after the die head opens will jam
the die head trip mechanism and damage the machine.
be used for the job.
(20) Check operation of machine through several cycles
without threading workpieces to make certain machine
functions correctly at normal spindle speed.
CAUTION
Figure 3
Check operation of machine through several cycles
without threading workpieces each time adjustments are
made to the die head and leadscrew trip mechanism.
b. Non-Leadscrew Machines
3
