
(3) The third adjustment is made beneath the third adjusting screw in the same manner as the first and the
second. This procedure is continued from left to right until the center of the blade is reached, at which point each
successive adjustment is progressively increased to the right. Adjusting screws are placed on approximately 12: centers;
therefore, the number of screws in any given shear and the adjustment from one check point to the next depends on the
length of the shear.
A typical series of adjustments for cutting 3/4" mild steel on a 10' shear would be:
1st
2nd
3rd
4th
5th
6th
7th
8th
9th
10th
Adj.
Adj.
Adj.
Adj.
Adj .
Adj.
Adj.
Adj.
Adj
Adj.
.022"
/022"
.021"
.020"
.019"
.019"
.020"
.021"
.022"
.022"1
After completing the initial adjustment, make a check after each succeeding adjustment to make sure the successive
adjustments did not change previous ones. When all settings have been accurately made, tighten locking screw "D" on
each adjusting screw. Make certain that there is clearance of about 1/16" between the locking washers and the recess in
the ram.
NOTE: The preceding instructions apply to standard shears that cut from left to right. Some shears, on
special order, cut from right to left. In this instance, the series of instructions for adjusting the
blades should commence on the right end of the blades and progress in the same sequence of
steps to the left.
IMPORTANT: After completing the blade clearance adjustment, make certain you readjust your air
clutch pressure to the recommended pressure (80 psi) before using the shear, and return finger
guard to its normal down position.
BLADE CLEARANCE RECOMMENDATIONS
Longer blade lift and better cuts will be obtained by adjusting blade clearance to suit the type and thickness of
material to be sheared. If a variety of materials are to be sheared, satisfactory results can be obtained by adjusting the
blade clearance to the thinnest material to be sheared and then using this adjustment for any thickness of material up to
capacity.
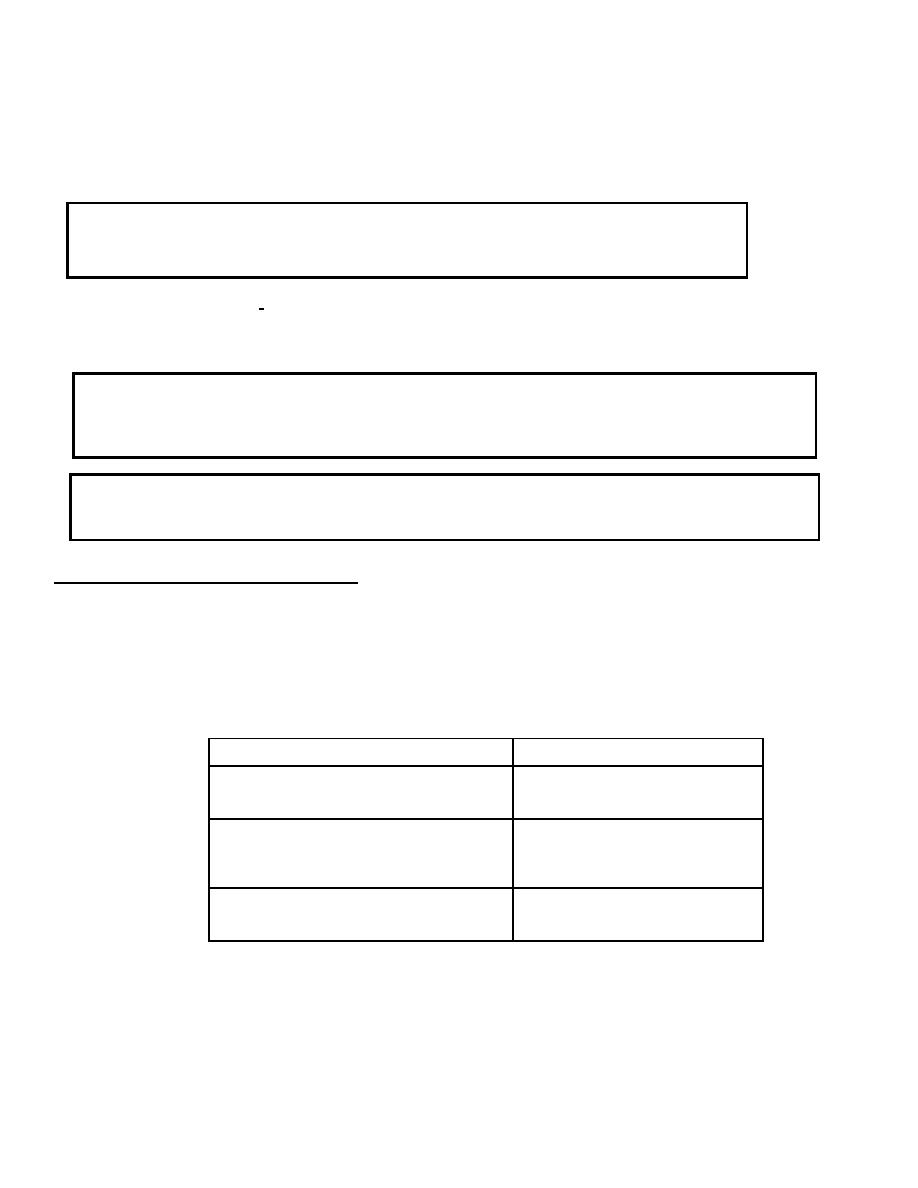
The following suggested blade clearances are approximate and may be used as initial clearances to be increased or
decreased as necessary for the best burr-free cut.
MATERIAL
BLADE CLEARANCE
Low Carbon Steels (C-1015 or less)
8 to 10% of thickness
Stainless Steels (half lard and hard)
Stainless Steels (soft)
Brass and Copper Alloys
Aluminum Alloys
5 to 7% of thickness
High Carbon Steels
Alloy Steels
Soft Aluminums
Titanium
4 to 5% of thickness
Silicon Steels
16
