
TM 9-4910-679-14&P
VALVE SEAT GRINDING OPERATIONS
CAUTION: Always wear eye protection.
DRESSING THE STONE -Select stone in correct size. Screw the stone tightly
against collar of the sleeve. Adjust the arm of the dressing stand so the angle
dressed on the stone corresponds to the angle ground on the valve face. Wipe
dressing stand mandrel free of dust and grit, and put one or two drops of light oil
in the stone sleeve bushing Place the stone and sleeve over the mandrel and
adjust the diamond to contact the stone by means of the knurled head on the
outer end of the diamond nib. Lock diamond nib in place with handle while
dressing stones. Use the
unit to drive the stone and sleeve. Put just
enough pressure on the driving unit to over- come its vibrating action. Too much
pressure causes unnecessary friction. With the stone revolving, take a light cut by
moving the diamond slowly across the stone by means of the feed lever. Turn
the knurled head on the diamond slightly to take additional cut. Repeat until the
diamond cuts the entire face of the stone, producing a true angle and a fresh
cutting surface. Every new stone should be dressed for angle accuracy before
being used, and should be redressed whenever it is remounted on a stone
sleeve. To dress stone accurately for minimum stone run-out, stand must be
clamped to a workbench.
Buy the proper or closest angle stones available to meet your shop needs.
Refer to the booklet, "Valve Stone and Pilot Handbook," for the proper stone
sizes.
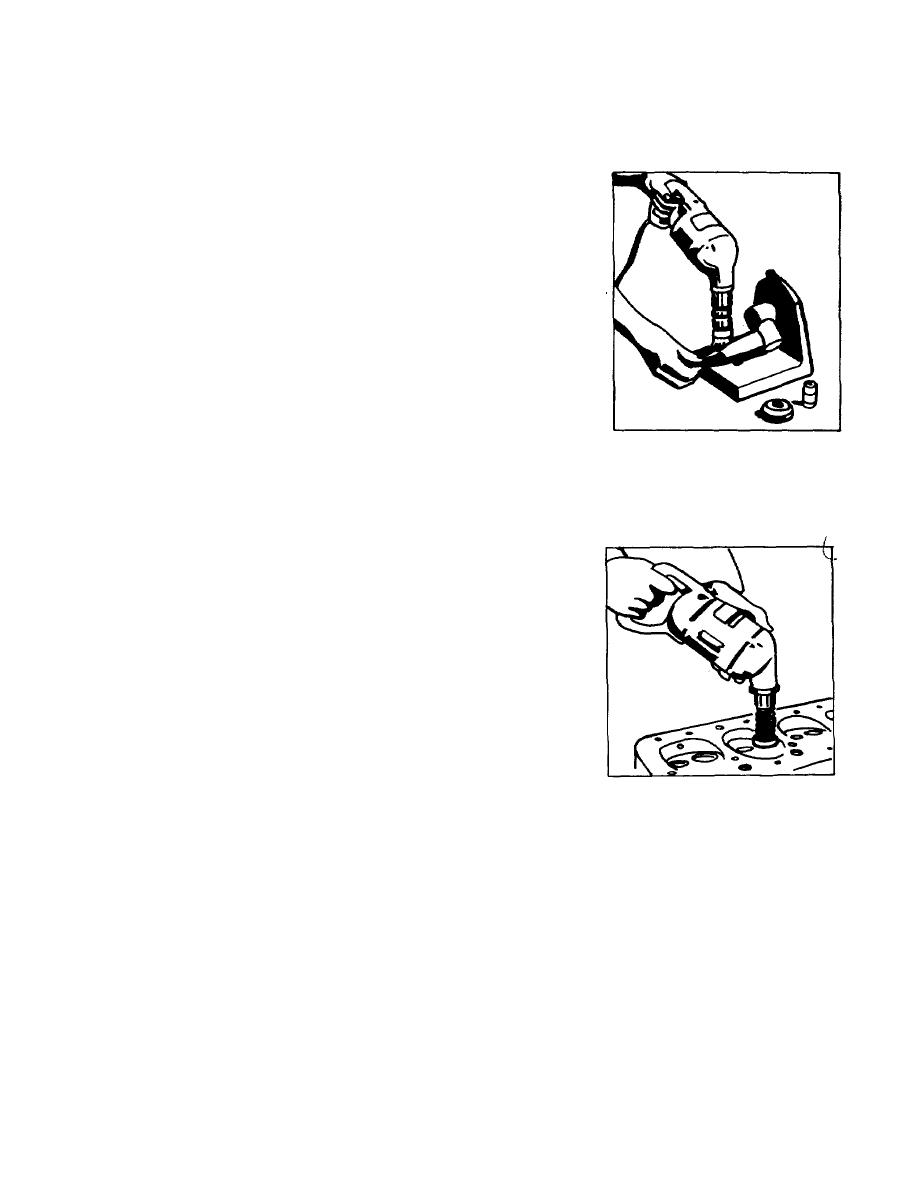
GRINDING THE VALVE SEAT-
After the pilot has been inserted and the stone and sleeve is in place insert hex-
ball spindle into the stone sleeve socket and grind for a few seconds (slightly
longer for steel inserts). Stellite seats require several minutes of grinding
depending on eccentricity and wear. While grinding support driver lightly to allow
its vibrating mechanism to operate freely. The vibrating principle is important and
pressure on the driver would overcome the action, causing the stone to load
rapidly.
Narrow with a 15 stone any badly worn seat made too wide by the grinding
(prevents the valve seat surface from becoming wider than the valve face).
The Valve Seat Grinding Stone gives an accurate, mirror-smooth face on
every job. Lapping valves in their seats is unnecessary if precision equipment is
correctly used and valve seat and valve face test true with Prussian Blue or a
Valve Seat Indicator.
6
