
TM 9-4910-679-14&P
GRINDING with REFACER ATTACHMENTS
As the preliminary step, a Micrometer Feed Bar supplied with the attach- ment must be assembled to the Valve
Refacer at the right side of the wheel- head (after having first removed the plug in the wheelhead by striking it sharply with
a hammer directly on center-thus causing the plug to become loose in the hole). The Micrometer Feed Bar is then
inserted into the socket of the wheelhead casting, turning the flat face of the spindle until it is facing the set screw for the
spindle socket. The spindle is then slid into its socket until it bottoms; and then fastened in place with the set screw. Be
sure that the spindle collar fits snugly against the bottom of the counterbore in the wheelhead housing.
DRESSING the ATTACHMENT WHEEL-
Clamp the diamond in the V-way by means of the quick- clamp.
The flat, recessed side of the wheel is dressed by feeding the diamond forward to
contact this face through means of the nut; and, with wheel running, moving the
bracket back and forth (fast swing for rough, slow swing for smooth surfaces).
The dressing cuts should be about 0.002" deep and are controlled by calibrations
in thousands of an inch on the nut. The wheel should be dressed until the entire
face has been trued.
MICROMETER VALVE STEM GRINDING-
Avoids "hit or miss" grinding-to give this operation the same precision used in the valve reconditioning work itself, and to
save valuable time-use the Micrometer Valve Stem Grinding Attachment, which accurately measures (in thousandths) the
amount to be ground from each valve stem, and then just as accurately measures (in thousandths) the grinding operation
itself.
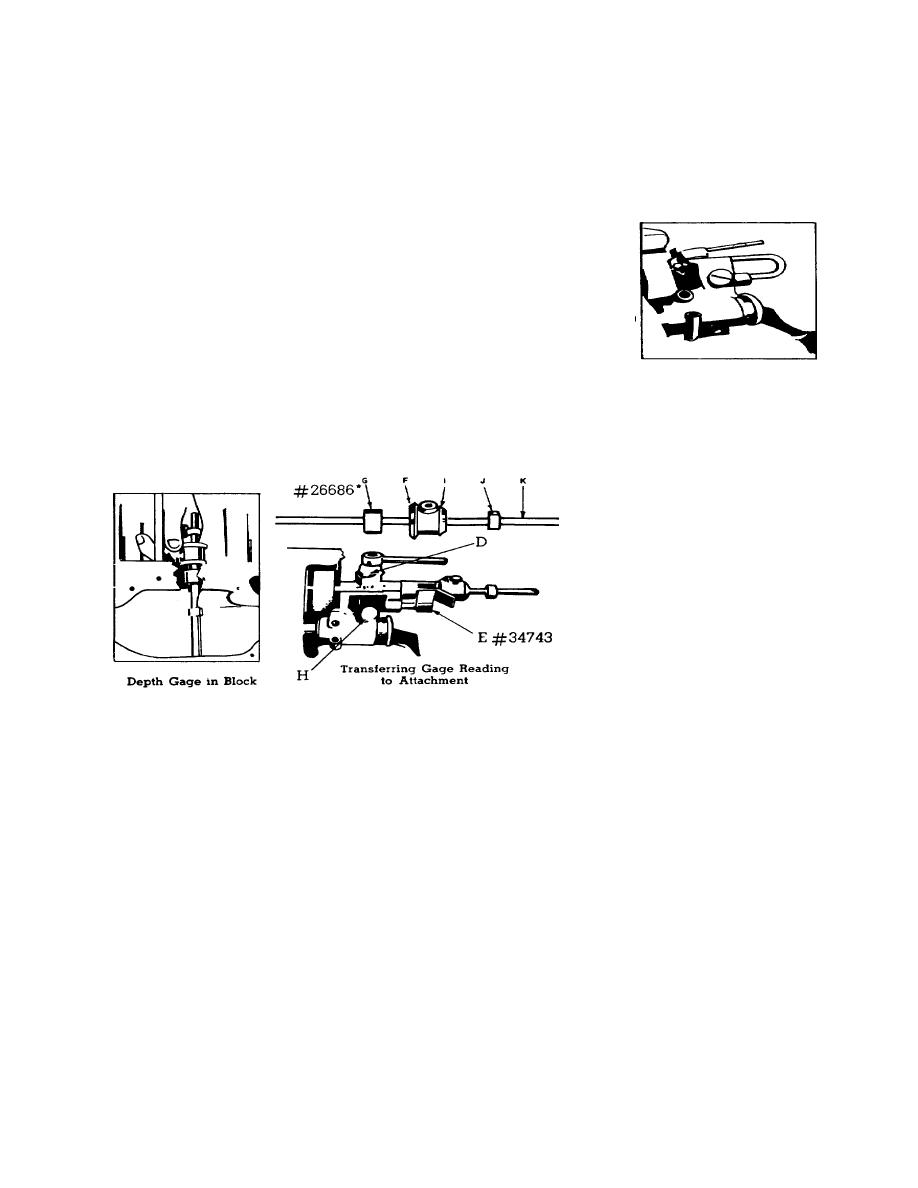
MEASURING TAPPET CLEARANCE
- Square tappets before measuring for
tappet clearance with Depth Gage. The
"universal" Depth Gage is equipped with
correct size valve-head patterns and
bushings for
re- movable guide
engines. Valve-head (F) is for
A and
V8-85; bushing (G) is for V8-85 valve-
guide housing; valve head (I) is for V8-
60 valve seat; and bushing (I) is for V8-
60 valve-guide housing. The valve-
guide bushings are, of course, removed
from
9
