
TM 9-4910-679-14&P
LOCATING the WORKHEAD-
The workhead must be located at the exact angle corresponding to the angle of
the valve seat. Loosen the swivel stud with the pin wrench and move the work-
head to the desired angle as indicated on its curved side.
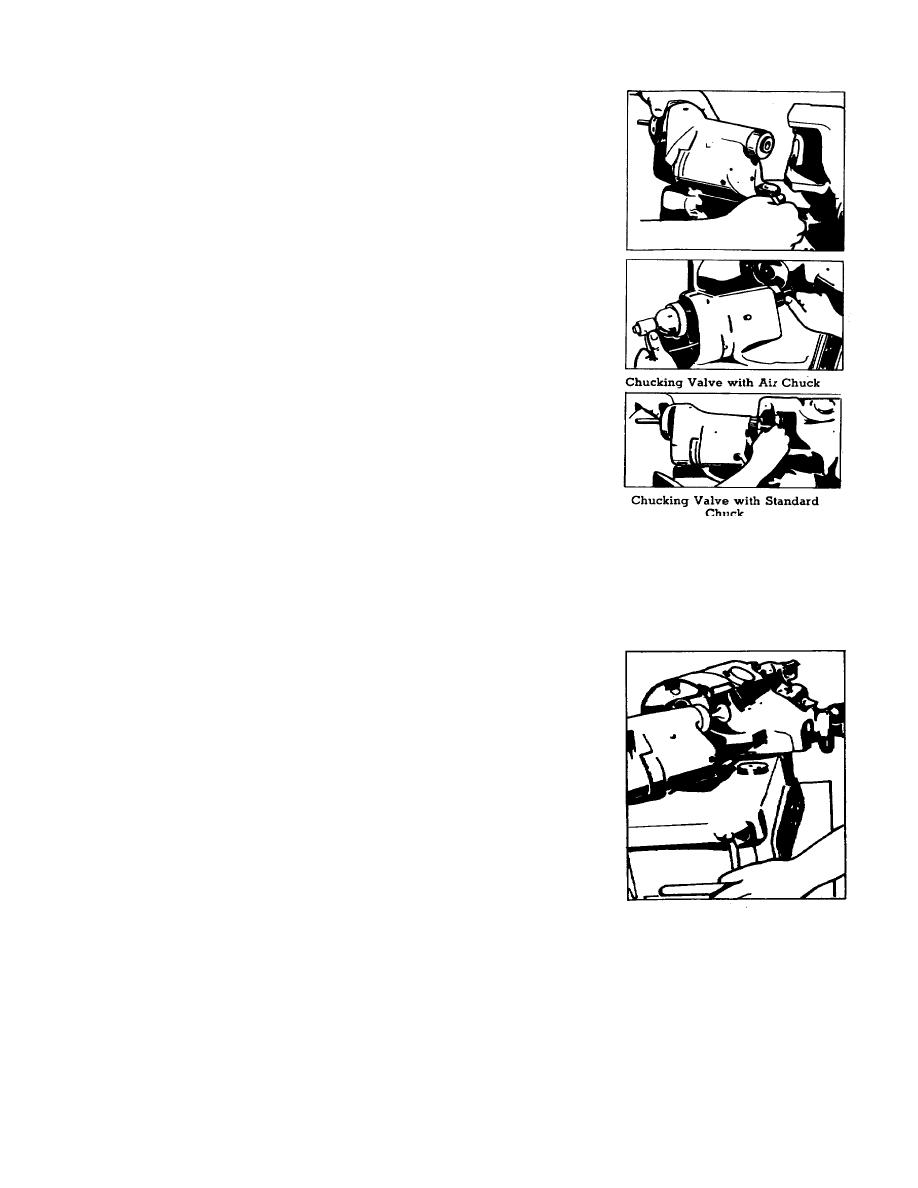
CHUCKING the VALVE-
If the Air Chuck is used, insert the valve in the collet, so the stem is gripped on
the same position that travels in the guide. Push the knob on the rotating joint to
operate the air chuck.
With the Standard Chuck--insert valve as described above-the collet opens
and closes within its range by means of the hand-wheel in the end of the spindle.
Hold knurled collar on front end of workhead to tighten valve with the hand
wheel.
Be sure that the proper size collet is used. For valve stem. diameters from
9/3?2." to 9/16" the No. 18325 collet may be used. Stem diameters in the 9/16"
to 3/4" range are handled by the No. 22211 collet. For very short stem valves
with 7/32" to 29/64"' diameter stems use collet adapter No. 36552.
To prevent accidentally grinding the valve stem, set the Work Table Stop to
limit the travel of the Work Table toward the grinding wheel. This setting is made
by rotating the knurled wheel under the left end of the Work Table in line with the
Feed Handle.
VALVE REFACER GRINDING OIL-
The reservoir uses l-gallon of grinding oil. This coolant should be kept clean and checked periodically for amount of oil in
reservoir. Reservoir should be kept as full as possible. The times of checking should be according to usage. When
removing the reservoir on type TD. always shut off refacer. Never run refacer without oil in reservoir as this will damage
the seal. The TD refacer should be primed on its initial start or if it has been stored for a period of time. The following
procedure should be followed for priming. (1) Fill reservoir to center of outlet fitting. Place in machine flush with base. ( 2)
Turn coolant valve to right side On position. (3) Turn right side feed tube outlet up. (4) Pour in 1 oz of oil. (5) Turn feed
tube down. (6) Start wheel motor.
GRINDING the VALVE FACE-
Switch on the workhead and wheelhead motors and bring valve to center of
grinding wheel. Feed the wheel slowly into the valve, taking a very light cut. Move
work table back and forth with short strokes using full face of wheel but always
keeping valve on wheel. To make inspection or when finished grinding, back
wheelhead away from valve, not valve off wheel. This grinding method adheres
to accepted shop practice with precision industrial grinders for large production,
and applies equally well to valve refacing for maintenance. Use rack to keep
valves in same order as removed from block and be sure to return each valve to
its own guide. Always lubricate valve stem with light oil before returning to guide.
Oil is available for dressing the grinding wheel and grinding the valve face by
turning the coolant control indicator toward that wheel. The speed of the coolant
is regulated by the angular movement of the control. Coolant is available for the
attachment end by turning the control indicator in that direction.
8
