
GRINDING WHEEL GUARD
The grinding wheel guard is suited for use with two or
three inch diameter grinding wheels. It is adjustable in and
out The guard should always be used and it will be found
that with very few exceptions, the guard can be adjusted
so that it will clear your work-piece and still offer good
protection. It should be remembered that the rim speed
on the two or three inch wheel is as great as on a larger
wheel and should receive just as much respect.
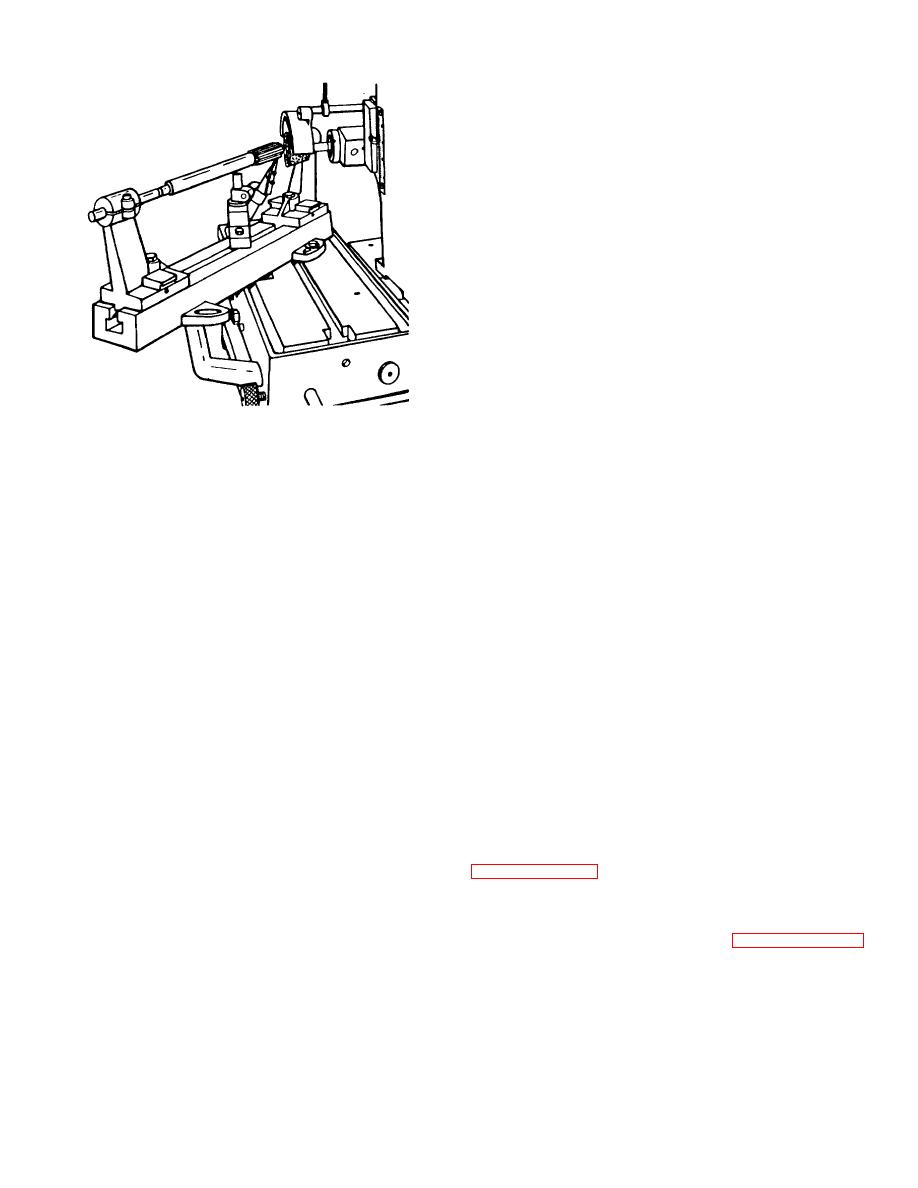
WORK-HEAD
The work-head has a capacity of up to 3/4" dia. The
Hardinge 4C collet size is used in the work-head. By
removing the stop pin (dia No. 44 of exploded view
drawing No. 3) and loosening lock screw (dia No. 36) the
work-head can be rotated about 220 B) loosening the hex
nut (dia No. 40) the work-head can be rotated up to a
vertical position. The work-head is equipped with a twelve
(12) division index plate. By lifting the lock pin (dia No.
ILLUSTRATION NO. 6
16,) the work can be positioned at 12 equally spaced
positions. This permits flute spacings of 1-2-3-4-6 and 12
GRINDING END OF REAMER
positions. The index locking ring (dia No. 5) can be
positioned by loosening the cap screw (dia No. 33,)
grinding wheel spindle nut, use a light pressure. It is not
permitting the positioning of the index plate. There is also
necessary to over tighten spindle nut as to do so may
a locking knob on top of the work-head(dia No. 23). This
crack the grinding wheel.
is used during set-up to hold work-piece in position while
the index locking ring is adjusted. The index locking pin
"V" BELT TENSION
(dia No. 16) may be lifted and rotated 1/4 turn so that it will
not engage the index plate. This will permit free turning of
The spindle drive belt on your 374 Router Bit Grinder is
the work-head collet adapter.
designed for high speed use and vibration free
performance. It is not necessary to place a lot of tension
STOP FINGERS
on this belt. When properly adjusted, you should be able
to move the belt 3/16 of an Inch when grasped midway
There are three stop fingers supplied with the grinder.
between the pulleys, using a pressure of about 3 lbs. A
One is for straight fluted work and saws and is spring
tension on the "V" belt greater than recommended will
loaded. The other two are rigid and are used for grinding
shorten the life of the "V" belt. Note: Spindle rotation is
spirals. Two of the stop finger plungers fit into the same
clockwise looking at wheel end of the spindle.
stop finger body. The stop fingers themselves are subject
to rapid wear and in many cases will have to be bent or
After making the preceding adjustments, become familiar
otherwise adapted to the particular set up at hand.
with the grinder by positioning the spindle up and down, in
Provision has been made for the easy removal of the stop
and out. Note that one graduation on the feed dial equals
fingers from the plungers and as new or different fingers
.001 inch of feed at the grinding wheel. The two (2) stop
are required. they can be screwed to plunger body.
rods at either end of the grinder table are to limit the travel
of the table. They are used after the work is set up with
A few possible types of finger shapes are shown in
grinder to omit the possibility of over travel that might
result in grinding wheel damage. To adjust stop rods,
grinding spirals. Make the fingers from 1/16 x 5/8 or 1/8 x
loosen locking knob (dia No. 22, exploded view drawing
5/8 steel and bend as required. The third stop finger has a
No. 1). There is also a table lock screw (dia No. 30) that
cast iron arm and is used for grinding spiral router bits and
permits locking the table in any position Its use is to hold
end mill cutters in the work-head, see illustration No. 17.
table during set-ups and for some grinding operations. To
The stop finger can be positioned up and down and will
lock table, turn screw clockwise Caution. Do not over-
permit changing from primary to secondary clearance
tighten; a light pressure will lock the table.
angles when grinding the O. D. of the spirals.
5
