
13.
Use from (.001) one thousandth to (.002) two
thousandth feed on grinding wheel when grinding
high speed steel cutters. An infeed of .0005 one-
half thousandth for the finish pass will produce a
better finish. See illustrations No. 13 and No. 15.
14.
To grind the ends of the router bit, back off
grinding wheel and remove cup wheel and swing
work-head around to about 95. Remount cup
wheel with face of wheel towards front of the
grinder.
15.
Rotate router bit in head so that flute lays flat. See
16.
Loosen hex nut (dia No. 40 of exploded view No.
clearance on the router bit. Lock hex nut.
17.
Bring grinding wheel up to the router bit and set
the right hand stop rod. The edge of the grinding
wheel should come to the center of the router bit
in most cases.
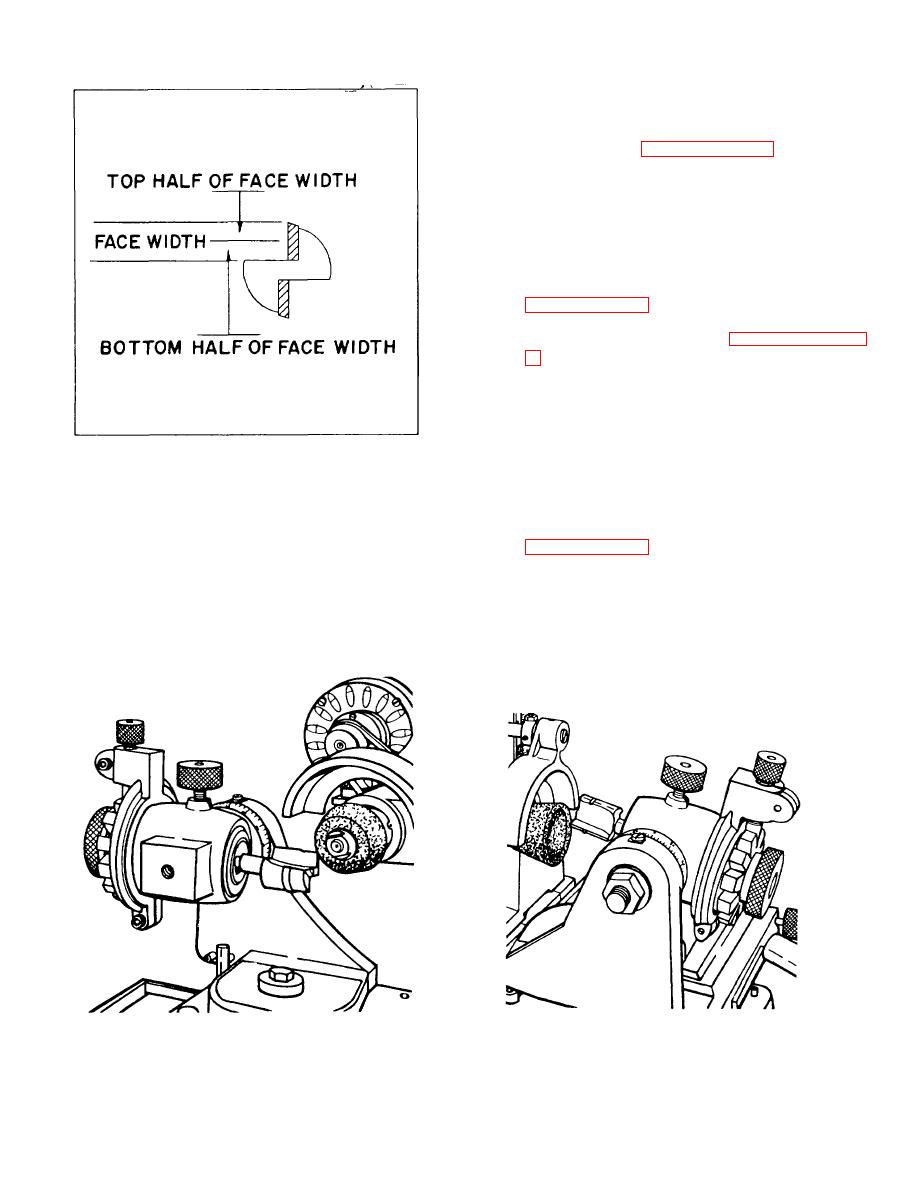
ILLUSTRATION NO. 12
18.
Raise or lower grinding wheel so that you are
grinding only on the end of one flute at a time.
11.
Turn on grinder motor and bring grinding wheel up
to the router bit. Now traverse table back and
19.
Start grinding end of router bit indexing a flute into
index to next flute. Bring the grinding wheel up to
position each pass over the grinding wheel. See
the router bit slowly. The object here is to check
the spacing of the router bit flutes.
Alternate method of grinding the flute of straight
12.
Start grinding on flute that checked to be nearest
cutters is to have the work-head positioned to the right.
the grinding wheel. Take a light pass and then
The advantage here is that the grinding wheel does not
rotate router bit to next flute. Grind this flute and
have to be removed and turned over when the ends of
continue until flutes are cleaned up and a sharp
cutter are to be ground. Otherwise the set-up is the same
edge is ground.
except that the surface you are grinding will be away from
the operator. See illustration No.. 15.
ILLUSTRATION NO. 14
ILLUSTRATION NO. 13
GRINDING END OF STRAIGHT ROUTER BIT
GRINDING A STRAIGHT ROUTER BIT
9
