
OPERATION OF ACCESSORIES
RAM ADJUSTMENT FOR NOTCHING AND SLITTING (Not Available on 0200 Series)
When slitting or trimming the edge of a plate or sheet where the cut to be made is longer than the length of blades, it
is necessary that the upper blade be raised so that it remains open on the high end slightly more than the thickness of the
material being sheared. The reason for this is to prevent tearing or distorting the sheet at the end of each cut.
For regular shearing of material when the length of cut is within the blade length, the upper blade should close on the
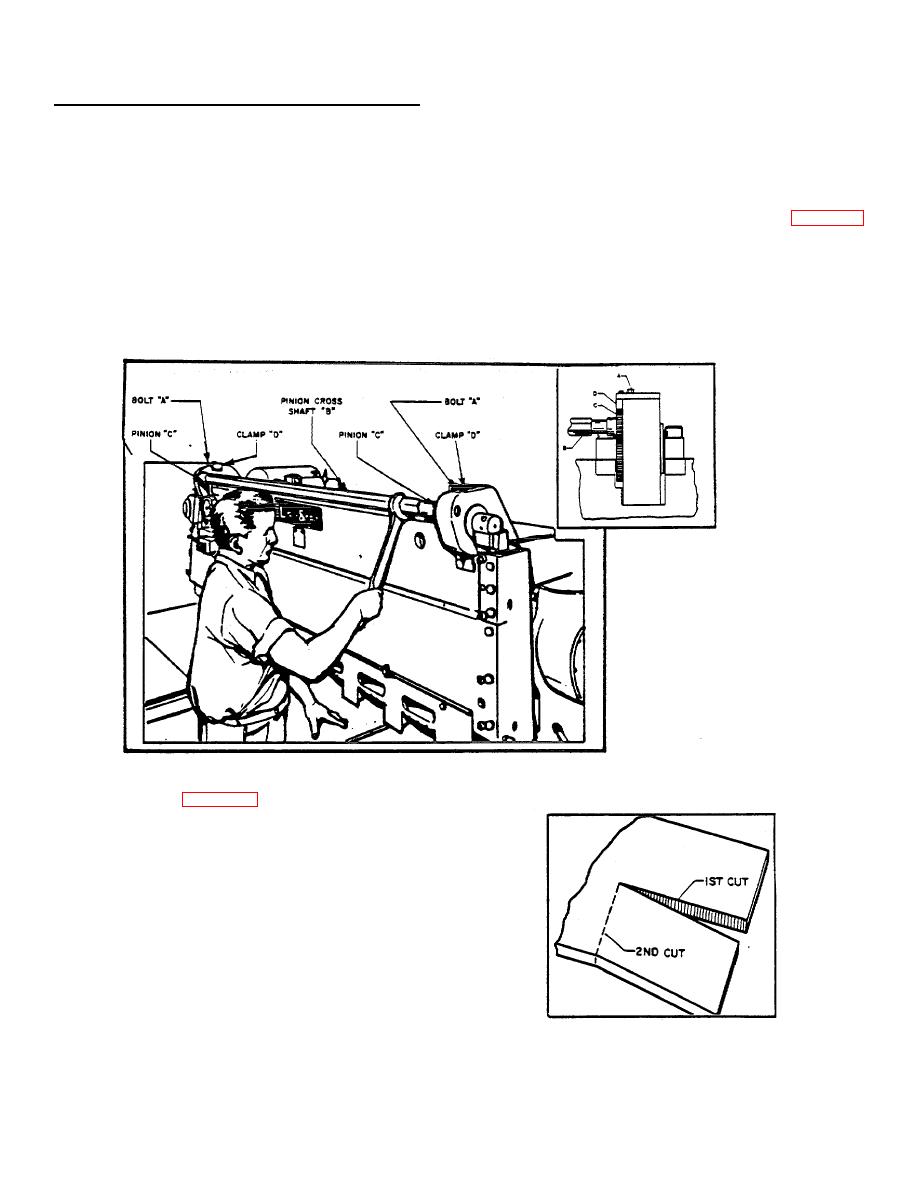
high end so as to completely cut off the material. To adjust the shear for slitting or notching, loosen bolts "A", Figure 32,
until the engaging teeth of clamp "D" and pinion "C" are separated. It is not necessary to completely remove the clamp-a
spring will raise the clamp as the bolts are loosened. With a wrench, turn pinion cross shaft "B", raising the ram all the
way for slitting and to an intermediate position for notching. This adjustment will give the desired opening to the blades
when the upper blade is at the lowest part of the stroke. It is imperative that bolts "A" be securely tightened before
operating the shear. Full "Up" and full "Down" positions are noted by a "U" and a "D" on the eccentric gears opposite the
pointers.
Figure 32. Making the Ram Adjustment for Notching and Slitting
For notching, Figure 33, the upper blade should be
adjusted so that at the bottom of the stroke, the high end
of the blade penetrates the top surface approximately
one-half the thickness of the material being notched.
This will cause a slight dent at the end of the cut and
indicate the position for the second cut.
When performing slitting or notching through the gap
in the housings, it is necessary to remove the Gap
Guards. Be sure to replace the Guards as soon as these
operations are concluded.
Figure 33. Method of Making a Notch
31
