
TM 9-2330-356-14
NOTE
(4) Valve Spring.
If the counterbore is damaged, it must be
machined for an oversized valve seat. Valve
evidence of damage. Replace spring if cracked, pitted, or if
seats are available in 0.005- and 0.010-inch
ends are out-of-square.
oversize diameters.
(b) Check valve spring for 1.875-inch free
length.
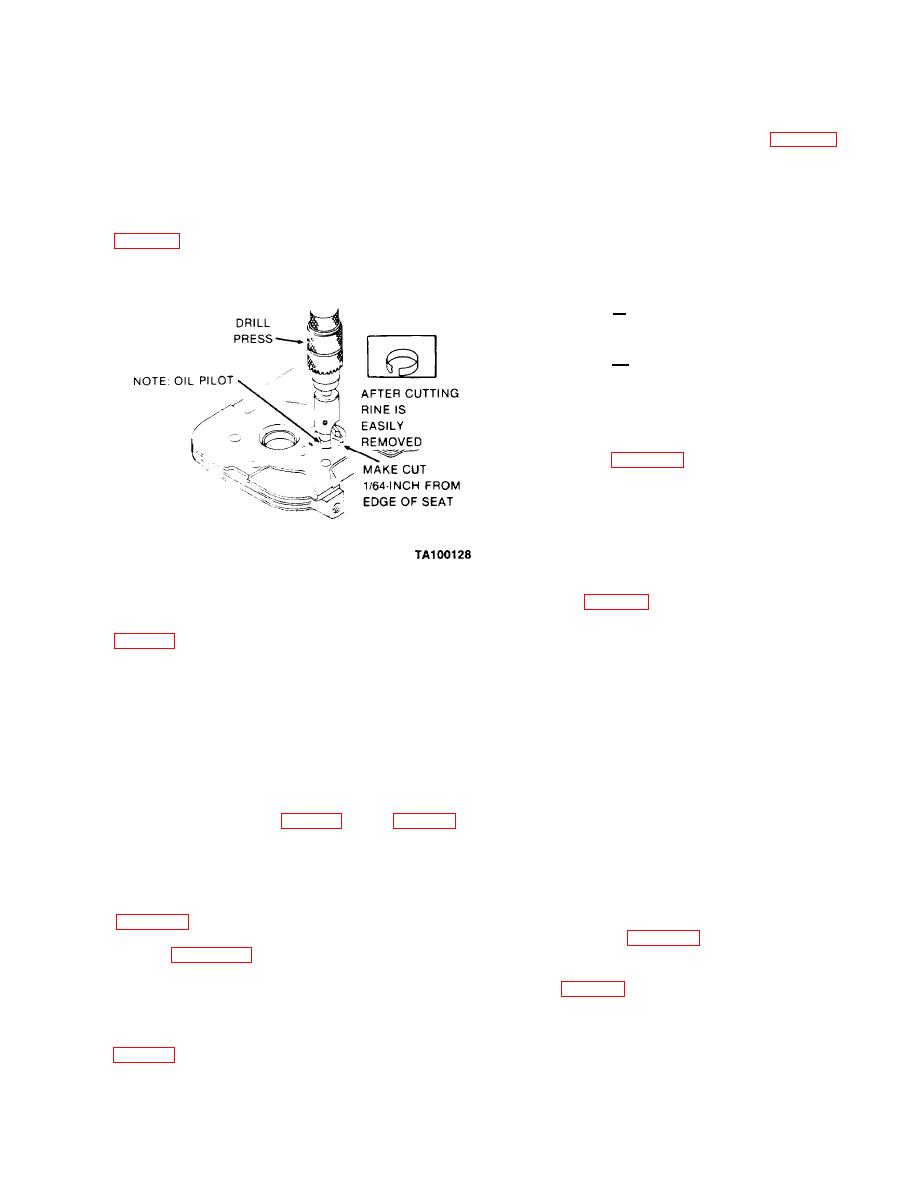
(d) Cut valve seat to a narrow, 1/64-inch rind
(c) Inspect valve spring under load
damage valve seat counterbore.
conditions using a compression scale as follows:
1. Compress spring to 1.528-inch
(valve closed), and check scale for 45-49 lb. compression.
2 . Compress spring to 1.182-inch
(valve open), and check scale for 87-97 lb. compression.
(d) Discard springs that fail to meet above
requirements.
Assembly (Fig. 7-55).
d.
NOTE
The valve stem seal assemblies (4) are
installed on the Intake valve guides only.
(1) Position a new replacement valve stem seal
assembly (4, fig. 7-55) on the intake valve guides only.
(e) Clean out valve scat counterbore, re-
Apply a film of oil to inside surface of the valve stem seal.
move burrs from edges, and check counterbore diameter
(2) Apply a film of oil to the valve stem and insert
valve stem up into the valve guide. Check valve for tight
NOTE
seal by making pencil marks at intervals on the valve face
and observe if pencil marks rub off uniformly when valve is
To facilitate valve seat installation, heat the
rotated 1/4 turn. If not a tight seal, regrind the valves.
cylinder head in an oven at 325F for
approximately thirty minutes and cool the
(3) Using a valve spring compressor, compress
replacement valve seat in dry ice.
the valve spring (5) and spring retainer (3) sufficiently to
permit installation of the valve stem locks (2). Be certain
the valve spring locks are properly seated before releasing
(f) Install new replacement valve seat. Use
the spring compressor.
the valve seat driver tool (table 5-1 and 14, fig. 7-55) to
ensure that valve seat sets evenly in the counterbore.
(4) Repeat steps (1) through (3) to install
remaining intake and exhaust valve components.
(g) After installation, face each new valve
seat to a 45 angle for exhaust valve and a 42 angle for
Piston and Connecting Rod
intake valve, and a width of approximately 3/64- to 1/16-inch
Disassembly (Fig. 7-26).
a.
approximate center of valve face. Use Prussion Blue dye
(item 12, Appendix E) on the valve face to check contact
points with refaced valve seats. Make any corrections to
(1) Usings ring expander, remove piston rings (1,
the valve seat, not the valve face.
2, and 4, fig. 7-26) and oil ring expander (3) from each
piston.
(h) Check
for 0.0300-inch minimum
(2) Remove two retaining rings (5) and push
clearance between valve head and cylinder head surface
piston pin (6) from each piston.
