
MEASURING TAPPET CLEARANCE- (CONTINUED)
the block when depth gage is used. Turn engine until the tappet being
gaged is at lowest point. With proper bushing and beveled head fitted snugly
in place, loosen knurled nut and slide stem (K) down to contact tappet. Clamp
tightly in this position with knurled nut. Remove the depth gage from
attachment, with stem close to flat grinding
engine and place in V-way of
face of wheel. Clamp stem securely in place with quick-clamp (D). Adjust
V-stop (E) to contact beveled head and lock V-stop with knurled screw (H).
until stem just touches grinding face of wheel.
Adjust micrometer feed nut
Move calibrated dial to 0 setting and the dial will move independently of
the knurled nut at the end of the micrometer spindle. It is now possible to
grind definite clearances on the valve stem by turning the knurled nut. The
dial will move with the knurled nut and each calibration is 0.001". Do not
grind end of depth gage
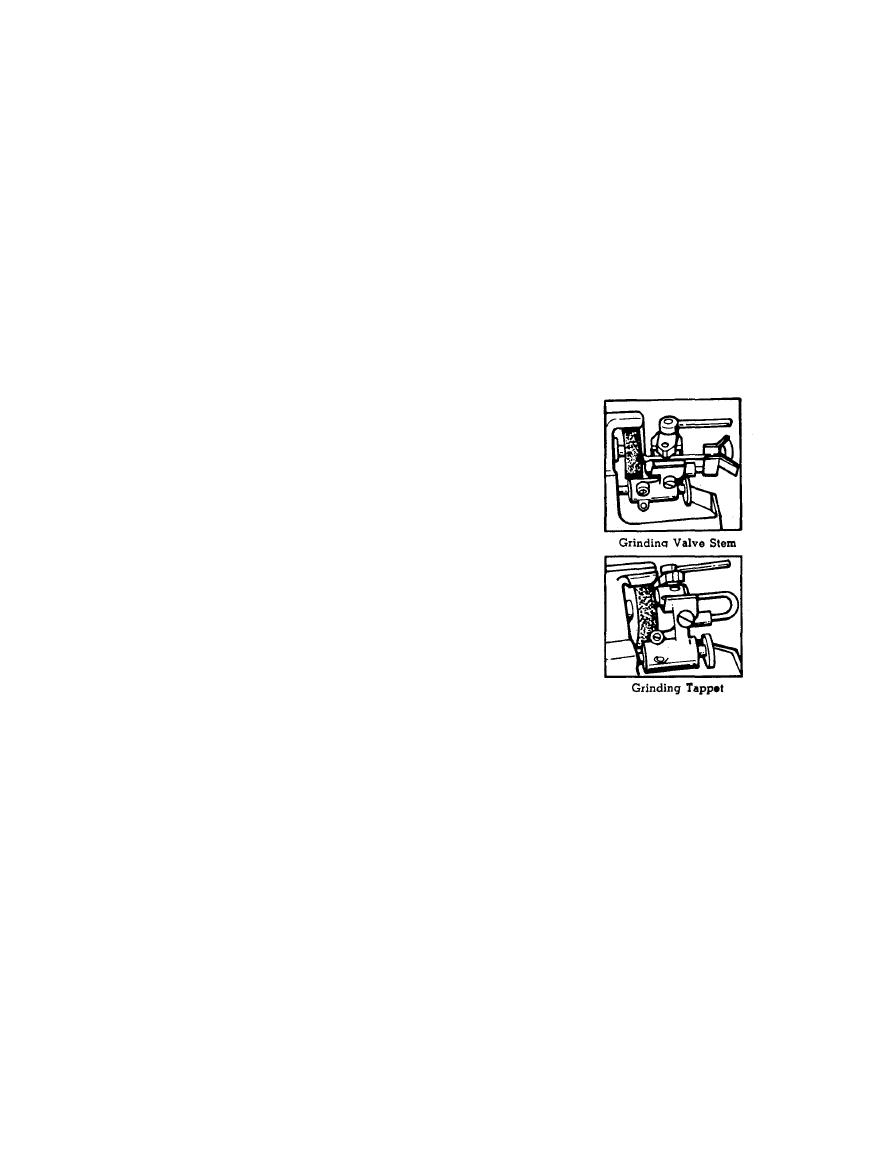
GRINDING the VALVE STEM-
Swing the V-block arm toward you, free of the
wheel, and remove the depth gage by loosening quick-
clamp (D). Do not change setting of V-stop(E). Insert
valve stem in V-way, with valve head firmly seated in
V-stop, and clamp in position with quick-clamp. Turn
until valve stem just
back the micrometer feed nut
clears grinding wheel. Start the wheel motor. Advance
the micrometer feed not more than .004" and rock the
V-Block arm slowly toward and across the flat grinding
face. Continue to rock back and forth until the wheel
stops grinding; swing the attachment toward you free
of the wheel, advance the feed another 0.004 and again
rock the attachment back and forth until the wheel stops
grinding. Repeat this operation, advancing the feed
slowly until you reach the reading noted above as the
grinding limit. This will give you the correct tapped
clearance, and the valve stem end will be polished and
squared.
It is important to dress the flat face of the grinding wheel frequently with
the diamond point, to insure fast, clean grinding and a square valve stem-end.
If the wheel is removed from spindle, it should be dressed again when
replaced, to insure proper alignment.
As a final finishing touch to any job all valve stem ends should be squared
and polished - even on engines with adjustable tappets. This is easily and
using the V-way to position the
quickly done on the micrometer attachment,
A very
valve stem, but not using either the V-stop or the micrcmeter feed.
light grind is usually sufficient to square the stem.
SQUARING and TRUING TAPPETS-
Clamp tappets in the V-way of the attachment. Feed tappet up to contact
the flat side of wheel. Swing attachment toward you, free of wheel and start
wheel motor. Advance micrometer feed only .002" or 0.003" and swing, back
and forth across flat face of wheel until the tappet end is square and polished.
By using stop provided, tappets can be ground to the same length if desired.
11
