
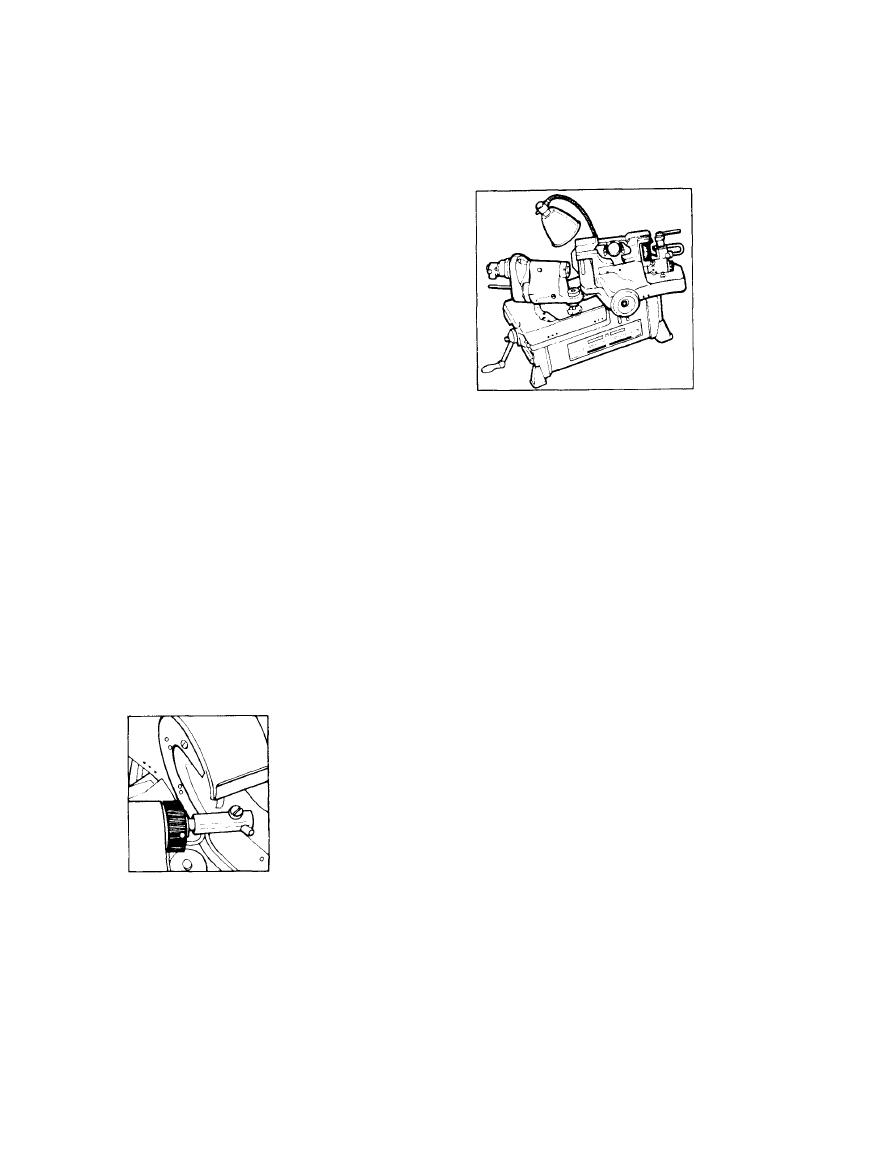
VALVE REFACER
valve
The
refacer will produce accurate valve faces
on valves up to 4" diam. Its two universal motors indepen-
dently operate the work spindle and the grinding wheels.
The grinding wheel spindle is double ended and extended
so as to permit the use of the micrometer valve stemand
rocker arm grinding attachment on the right hand end of
the valve refacer without disturbing the refacing set-up.
The 282, 550 and 626 machines are equipped with a
9/32''-9/16" diameter valve stem collet. A 9/16''-3/4" and
7/32''-7/16" diameter valve stem collet may also be
ordered. For production grinding, an air chuck #37886 is
available for extra equipment.
UNPACKING & ASSEMBLY- Carefully follow instructions packed with each refacer. It is
important that you follow each step closely, since this unit is a precision grinding machine.
The valve refacer should not be lifted or moved by holding onto the tables. Neither mount
refacer on a workbench where another machine may be mounted nor place it where vibration
is apparent, unless mounted on shockproof mountings.
VALVE REFACING OPERATIONS
WARNING:
Always wear eye protection.
TO CLEAN CARBON from VALVES-
Mount a wire wheel brush
on a bench grinder, and hold each valve firmly against this spinning brush. Clean all surfaces
of valve head face and stem and be sure that the carbon is completely removed and not merely
burnished. Polish valve stems with steel wool or, crocus-cloth to remove any scratch marks left
by the wire brush. Any carbon remaining on the stem will affect accurate alignment in the
valve refacer collet.
NOTE: Place valves in a numbered rack, or otherwise mark them, to keep them in proper
order. Be sure to return each valve to its own guide.
DRESSING the REFACING WHEEL-
Included with every valve
refacer as standard equipment is a wheel dressing attachment with a
diamond nib.
Place diamond dresser in collet and stabilizer in hole at front of
housing under spindle. Lock dresser in place with air chuck or
hand wheel. Set workhead at 45.
Move the work table to where the diamond point is opposite the
center of the face of the grinding wheel. Switch on the wheel head
motor, turn on the coolant, and move the center of the wheel face
slowly and carefully into the diamond. Take light cuts - traverse the
diamond slowly across the full face of the grinding wheel. Any
forward motion of the grinding wheel for a new cut should be made
with the diamond opposite the center of the wheel face. This will
prevent grinding the diamond out of its steel nib as would happen if the nib were moved
against the edge of a wheel that had been advanced too far.
Light cuts keep the diamond cool for longer wear and better cutting, and give a smoother
and more accurately dressed wheel. As diamond wears turn the nib in holder 90 for uniform
wear to obtain maximum service. Do not wear a diamond down to its steel nib. One wheel
dressing is usually sufficient for a set of valves.
To test for clean, accurate dress, hold thumb lightly across running wheel. If dressed
properly, the wheel will feel extremely smooth across its full face.
8
