
TM 9-3431-254-14&P
Slip sleeve over and slightly below top of piston. Ex-
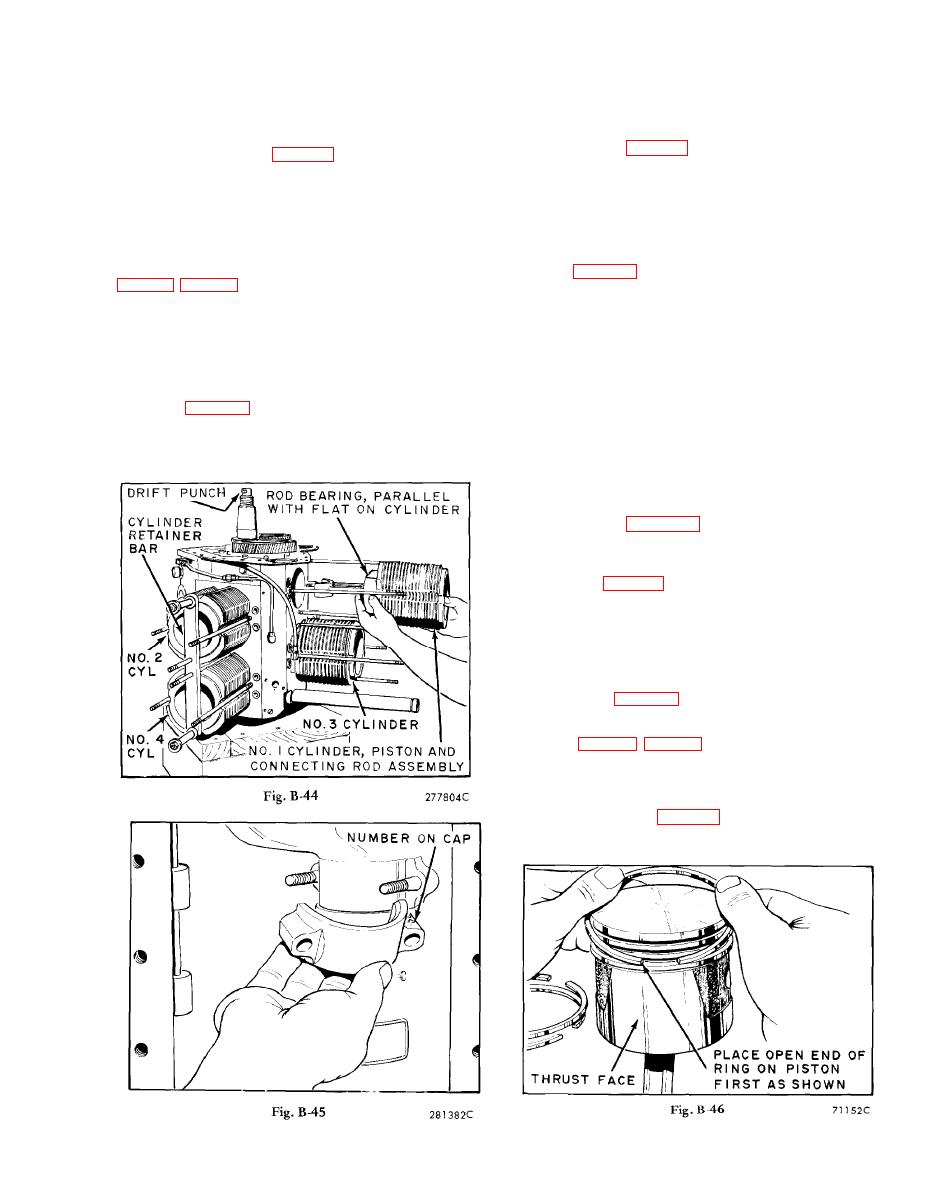
and remove connecting rod cap by tapping lightly on
tension of piston out of sleeve will act as a pilot for
the end of the bolts. Use a brass rod so as not to up-
mounting cylinder. Lubricate cylinder bore and press
set bolt threads. Remove cylinder retainer bar and
barrel on to piston and against sleeve. Force piston
withdraw cylinder barrel, piston and connecting rod,
into bore by tapping cylinder barrel with a rubber
as illustrated in Fig. B-44. Place cap on rod immediate-
mallet, as illustrated in Fig. B-43. When bottom ring of
ly so that it will not be mismatched in reassembly.
piston is securely in cylinder, lower sleeve and re-
Remove No. 3 cylinder assembly, and then do like-
move thru slot. Continue to press barrel over piston
wise with the No. 2 and 4 cylinder bank.
until it is snug against crankcase. Mount cylinder
studs and remainder of parts per 'Cylinder Head'
Identical numbers are stamped on the side of the rod
paragraphs of reassembly.
with its corresponding cap. These numbers must be
on the same side of the connecting rod in reassem-
CYLINDER, PISTON and CONNECTING ROD
bly. See Fig. B-45. Install new nuts on connecting rod
bolts and torque to 32 foot pounds.
After removing cylinder heads and before attempting
Cylinder barrels should be put back on the crankcase
to loosen connecting rod caps, it is advisable to hold
in the same location they were removed from. Use a
down both banks of cylinder barrels, lest they be-
new gasket at bottom of barrel. Clean all dirt and
come loosened and damaged when rotating the crank-
chaff from between fins and bottom of flange.
shaft. This can be accomplished by means of a steel
If the cylinders are worn more than .005 inch over-
retainer bar and the cylinder hold down studs, as
size, they should be reground and fitted with over-
shown in Fig. B-44.
size pistons and rings. This work should be done by
Insert a drift punch in crankshaft crank pin hole, and
an authorized service station.
turn shaft over so that the nuts for the No. 1 connect-
If in the opinion of the service station attendant, a
ing rod cap are accessible. Take off the 2 nuts, loosen
chrome re-ring is necessary, use
piston ring set indicated in Parts List Section.
If a ring expander tool is not available, install rings
by placing the open end of the ring on piston first,
as shown in Fig. B-46. Spread ring only far enough to
slip over piston and into correct groove, being care-
ful not to distort ring. Assemble bottom ring first and
work upward, installing top ring last. The outer dia-
meter of the too compression ring is chrome plated.
Mount scraper ring with scraper edge down, otherwise
oil pumping and excessive oil consumption will re-
sult. Refer to Fig. B-47 for correct placement of rings
for the V-460D, V-461D and V-465D.
PISTON (Fig. B-48, Fig. B-49)
The piston skirt is cam-ground to an elliptical con-
tour. Clearance between the piston and cylinder must
be measured at the bottom of the piston skirt thrust
face. Refer to Chart, Fig. B-48, for proper clearance.
The thrust face on the piston skirt is 90 from the
axis of the piston pin hole.
B-29
